|
Российская академия наук
|
Институт химической физики им. Н.Н. Семенова РАН, ул. Косыгина, 4, 117977, ГСП-1, г. Москва
тел./факс: (495) 939 74 49
Институт катализа им. Г.К. Борескова СО РАН, просп. Акад. Лаврентьева, 5, 630090, г. Новосибирск
тел.: (383) 330 82 69 факс: (383) 330 80 56 E-mail: Parmon@catalysis.ru http://www.catalysis.ru
Секретариат Научного совета по катализу ОХНМ РАН (НСК) предлагает вашему вниманию сводный отчет о деятельности Совета и научных исследованиях в области катализа, выполненных научными коллективами под руководством членов Научного совета по катализу в 2025 году.
Отчет состоит из трех разделов:
Тексты отчетов, полученные от членов НСК и научно-исследовательских коллективов, практически не подвергнуты корректировке.
ОРГАНИЗАЦИОННАЯ ДЕЯТЕЛЬНОСТЬ
В 2025 году в рамках научно-организационной деятельности Научного совета по катализу ОХНМ РАН были выполнены следующие мероприятия.
Выпущены четыре сборника «Каталитический бюллетень», содержащие оперативную информацию о важнейших результатах фундаментальных и прикладных исследований в области катализа в России и за рубежом, материалы, посвященные деятельности выдающихся отечественных и зарубежных исследователей в области катализа; в сборниках дается перечень предстоящих конференций, краткие отчеты о проведенных конференциях, рабочих совещаниях и другие материалы. Членами НСК курируются журналы в области химии и катализа: «Катализ в промышленности» (главный редактор В.Н. Пармон), «Кинетика и катализ» (главный редактор В.И. Бухтияров), «Экология и промышленность России» (главный редактор А.С. Носков). Секретариат НСК ведет переписку и текущую работу с членами Научного совета по катализу ОХНМ РАН.
Под эгидой Научного совета по катализу и при активном участии его членов организованы и проведены следующие конференции:
Изданы материалы проведенных конференций.
Продолжается сотрудничество с организациями Академий наук РФ и стран СНГ, Министерствами РФ, институтами разных ведомств и другими организациями России, дальнего и ближнего зарубежья по различным вопросам научной, научно-организационной, учебно-преподавательской и общественной деятельности в области катализа.
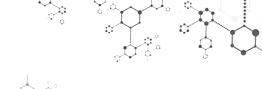
Необычное влияние содержания никеля в Al-Mg-Ni оксидных системах на текстуру и результаты углекислотной конверсии метана в синтез-газ
Катализаторы углекислотной конверсии метана (УКМ) с содержанием никеля 1–3 мас.% получены термолизом гидроталькитоподобных никель-алюмомагниевых гидроксосолей. В процессе УКМ материал, содержащий 3 мас.% никеля, формирует катализатор слоистой гидроталькитоподобной структуры с неравномерным распределением наноразмерных частиц металлического никеля. Уменьшение содержания никеля ведёт к образованию плотной однородной структуры с равномерным распределением металлического никеля. Катализатор, содержащий 3% никеля, при 900°C показал выходы CO 94–97% и H2 92–96%, стабильные на протяжении 69 ч, и содержал 5% кокса. Уменьшение содержания никеля до 2 и 1% незначительно снижает выход синтез-газа, но уменьшает закоксовывание и увеличивает производительность по CO и H2 в расчете на 1 г никеля. Работа финансировалась РНФ, грант № 23-13-00098.
Результаты работы опубликованы: Dedov A.G., Loktev A.S., Er-makov E.V. et al. Hydrotalcite-Derived Catalysts Based on Al, Mg, and Ni Hydroxides with Untypical Nickel Loadings: Effects of Ni Loading on Textural Properties and Catalytic Performance in Dry Reforming of Methane to Syngas. // Petroleum Chemistry. 2025. V. 65. № 7. P. 778-787. https://doi.org/10.1134/S0965544125600407
академик РАН А.Г. Дедов, д.х.н., проф. А.С. Локтев,
аспирант Е.В. Ермаков
Институт нефтехимического синтеза им. А.В. Топчиева РАН, г. Москва;
Российский государственный университет нефти и газа (НИУ) имени И.М. Губкина, г. Москва
Разработка палладиевых катализаторов для очистки воды от устойчивого микротоксиканта диклофенака
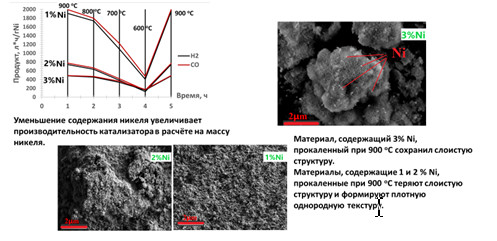
Показана высокая эффективность в гидродехлорировании диклофенака палладиевых катализаторов на упорядоченном мезопористом носителе типа SBA-15, включающем оксиды циркония и кремния. Этот метод позволяет очищать воду от устойчивого микротоксиканта, который долго не разлагается в окружающей среде и не удаляется в системах водоподготовки с помощью активных илов. Полученный катализатор работает значительно лучше по сравнению с аналогом на неупорядоченном носителе сходного состава, несмотря на значительно меньшее содержание палладия (0.1 масс.%). Физико-химическими методами показано присутствие более крупных наночастиц палладия, сниженная степень декорирования оксидом кремния и повышенная способность палладия к восстановлению в мягких условиях в катализаторе на упорядоченном носителе, по сравнению с неупорядоченным.
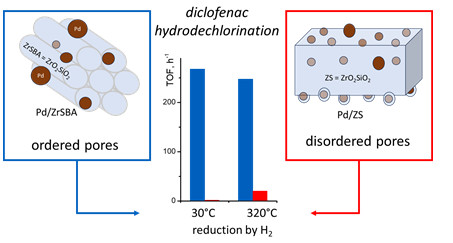
Рисунок. Схема повышения каталитической активности палладия в гидродехлорировании диклофенака посредством нанесения на упорядоченный мезопористый носитель SiO2-ZrO2 со структурой SBA-15.
Результаты работы опубликованы: Lokteva Ekaterina S., Khachatryan Evelina G., Pesotskiy Mikhail D., Golubina Elena V., Maslakov Konstantin I., Kaplin Igor Yu, Kirikov Sergey I., Maksimov Sergey V. Ordered and disordered zirconia-modified silica supports in diclofenac hydrodechlorination over palladium catalyst. Mendeleev Communications, 2025, издательство Russian Academy of Sciences (Russian Federation), том 35, № 4, с. 484-486)
д.х.н., проф. Е.С. Локтева, д.х.н., проф. Е.В. Голубина, к.х.н., доцент И.Ю. Каплин
Московский государственный университет имени М.В. Ломоносова, химический факультет, г. Москва
Построение математической модели для описания сложных и регулярных колебаний скорости реакции окисления этилена на никелевой фольге
Впервые построена математическая модель для описания сложных и регулярных колебаний скорости реакции окисления на никелевой фольге. Математическая модель, которая представляет собой систему из 12 обыкновенных дифференциальных уравнений, основана на 14-стадийном механизме реакции окисления этилена, включающем стадии окисления и восстановления поверхности Ni-катализатора. Как и в проведенном ранее экспериментальном исследовании, именно процессы периодического окисления и восстановления Ni являются причиной возникновения рассчитанных по математической модели колебательных режимов. Показано, что при реальных значениях параметров математическая модель может описать как регулярные, так и нерегулярные колебания, а также наблюдающиеся в эксперименте “mixed-mode” колебания.
Созданная математическая модель представляет интерес не только потому, что она хорошо описывает наблюдаемые экспериментальные данные, но и потому, что она представляет фундаментальный интерес для теории нелинейных колебаний. Впервые показано, что при одних и тех же значениях параметров модели, а также температуре и давлении реагирующих веществ, однако при разных начальных состояниях покрытия поверхности оксидом никеля в системе возможно установление двух разных видов колебаний с совершенно различными свойствами (рис. 1). При большой начальной концентрации поверхностного оксида (θo > 0.5) наблюдаются колебания, обусловленные периодическими процессами окисления и восстановления поверхности Ni. Особенностью данного вида колебаний является тот факт, что продукты парциального окисления этилена СО и Н2 и продукты глубокого окисления СО2 и Н2 О колеблются в противофазе (рис. 1(1)). Другой тип колебаний возникает в системе на восстановленной поверхности никеля при начальной концентрации поверхностного оксида никеля меньше 0.5. В данном случае колебания скорости реакции возникают за счет периодического покрытия поверхности углеродом и последующего его удаления. В этом случае парциальные давления всех продуктов реакции колеблются в одной фазе (рис. 1(2)).
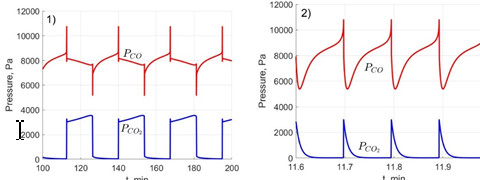
Рисунок 1. Колебания парциальных давлений СО и СО2 для двух разных видов колебаний: 1) колебания за счет периодического окисления-восстановления поверхности Ni, 2) колебания за счет периодической карбонизации поверхности Ni.
Полученные результаты показывают, что анализ формы и свойств наблюдаемых экспериментально колебаний скорости реакции окисления этилена на никеле позволяет получить информацию о механизме реакции и состоянии поверхности катализатора. Так, наблюдение в экспериментальных исследованиях противофазных колебаний концентраций СО и СО2 указывает на то, что в механизме реакции важную роль играют процессы окисления и восстановления поверхности катализатора, которая находится в окисленном состоянии. Наблюдение синфазных колебаний концентраций СО и СО2 наблюдается только в том случае, когда поверхность Ni более восстановлена и периодическое отложение углерода является причиной возникновения колебаний.
Результаты работы опубликованы: М.М. Слинько, Н.Л. Семендяева, А.Г. Макеев, В.Ю. Бычков. Математическое моделирование сложных колебаний скорости реакции окисления этилена на никелевом катализаторе» Кинетика и катализ, 2025, том 66, № 2, с. 91–103.
д.х.н., проф. В.Н. Корчак, д.х.н. М.М. Слинько, к.х.н. В.Ю. Бычков
Институт химической физики им. Н.Н. Семенова РАН, г. Москва
Одноатомные сплавные катализаторы на основе PdCu c ультранизким содержанием палладия и корочковым распределением активного компонента для реакции гидрирования ацетилена в пиролизном этилене
Проведено детальное структурное исследование синтезированных одноатомных Pd1Cun/Al2O3 катализаторов фронтального гидрирования ацетилена из этан-этиленовых потоков. Соотношение Cu:Pd в катализаторах варьировалось от 1 до 10. Результаты комплексной характеризации катализаторов методами РФА, ПЭМ и ИК-спектроскопии адсорбированного СО показали формирование в структуре катализаторов однородных PdCu биметаллических наночастиц, состав которых соответствует соотношению металлов в катализаторе, рассчитанному на стадии приготовления. Установлено, что размер PdCu биметаллических наночастиц можно эффективно регулировать на стадии синтеза катализатора путем изменения соотношения Cu:Pd. Показано, что формирование на поверхности катализатора одноатомной сплавной структуры возможно при Cu:Pd > 5, что обеспечивает высокую селективность в образовании этилена в реакции гидрирования ацетилена по фронтальному типу. При этом наблюдается незначительное снижение активности катализаторов. Кроме того, одноатомные катализаторы Pd1Cun/Al2O3 продемонстрировали устойчивость к изменениям концентрации CO в газовом потоке и чрезвычайно высокую селективность как в присутствии СО, так и в его отсутствии, что имеет решающее значение для потенциального промышленного применения.
Результаты работы опубликованы: I.S. Mashkovsky, P.V. Markov, G.N. Baeva, A.E. Vaulina, N.S. Smirnova, D.P. Melnikov, A.Yu. Stakheev Efficient performance of the Pd1Cun/Al2O3 catalyst in front-end acetylene hydrogenation // Mendeleev Communications, 2025, v. 35, p. 711-713. DOI: 10.71267/mencom.7850 (IF = 1.7, Q3, УБС1).
д.х.н., проф. А.Ю. Стахеев, к.х.н. И.С. Машковский, к.х.н. Д.П. Мельников
н.с. Г.Н. Баева, н.с. П.В. Марков, студентка А.Е. Ваулина
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва
Исследование структурных особенностей Co3O4/SiO2, V2O5/SiO2 и Co3O4-V2O5/SiO2 катализаторов О3-инициированных процессов экологического катализа
Продолжена разработка катализаторов ОЗКО ЛОС, активных при 50–150°С, способных проводить процесс ОЗКО в высокоэффективном режиме озон-инициированного каталитического окисления при сниженном количестве озона благодаря вовлечению в процесс ОЗКО молекулярного кислорода (проект РНФ №23-13-00214). Изучены структурные особенности Co3O4/SiO2, V2O5/SiO2 и Co3O4-V2O5/SiO2 катализаторов О3-инициированных процессов экологического катализа. Результаты, полученные методами Н2-ТПВ, РФА и РФЭС, позволяют заключить, что в однокомпонентных образцах нанесенные кобальт и ванадий находятся в оксидной форме Co3O4 и V2O5, соответственно, а для систем Co-V наблюдается образование сложных оксидных структур в результате взаимодействия оксидов V и Co. Каталитические системы, приготовленные смешением индивидуальных оксидов и совместной пропиткой, исследовали в реакции разложения озона и ОЗКО н-бутана. Показано, что двухкомпонентные катализаторы Co3O4-V2O5/SiO2 значительно эффективнее в ОЗКО ЛОС при температурах 50-150°C, чем однокомпонентные системы Co3O4/SiO2 и V2O5/SiO2. Повышенная эффективность ОЗКО на двухкомпонентных катализаторах Co3O4-V2O5/SiO2 объясняется его протеканием по бифункциональному маршруту, согласно которому стадия разложения озона с образованием высокоактивного атомарного кислорода (О*) происходит на Сo-центрах, а стадия активации н-С4Н10 – на V-центрах.
Результаты работы опубликованы: Д.А. Бокарев, А.В. Рассолов, Г.О. Брагина, Г.Н. Баева, И.А. Четырин, А.В. Бухтияров, А.Ю. Стахеев Бифункциональный катализатор Co-V/SiO2 для озон-каталити-ческого окисления летучих органических соединений // Известия Академии наук. Серия химическая, 2025, т. 74, с. 3410-3418. (Совместно с ЦКП «СКИФ» ИК СО РАН) (IF = 1.7, Q3, УБС1).
д.х.н., проф. А.Ю. Стахеев, к.х.н. Д.А. Бокарев, к.х.н. Г.О. Брагина,
н.с. Г.Н. Баева, н.с. А.В. Рассолов, студент И.В. Парамошин
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва
Исследование эффектов адсорбционно-индуцированной сегрегации на активность одноатомного Pd1Ag10/Al2O3 катализатора селективного гидрирования ацетилена
Совместно с коллегами из ИК СО РАН исследованы эффекты CO-индуцированной сегрегации на активность одноатомного Pd1Ag10/Al2O3 катализатора селективного гидрирования ацетилена. Использование данной методологии позволило увеличить концентрацию одноатомных Pd1-центров на поверхности катализатора без образования мультиатомных Pdn (n ≥ 2) ансамблей. Методами ИК-спектроскопии адсорбированного СО и РФЭС экспериментально установлено, что зависимость концентрации поверхностных Pd1-центров от температуры обработки катализатора в токе 30 об.% CO/N2 в диапазоне от 50 до 350°C носит вулканоподобный характер с максимумом при ~ 200–250°C. Показано значительное увеличение активности образцов, обработанных в CO при 200–250°C, при сохранении чрезвычайно высокой селективности по целевому C2H4 (~ 94-96%). Данный результат свидетельствует о перспективности использования СО-индуцированной сегрегации в качестве метода контролируемого увеличения концентрации изолированных Pd1-центров для повышения активности PdAg-катализаторов гидрирования ацетилена с сохранением высокой селективности по целевому продукту.
Результаты работы опубликованы: I.S. Mashkovsky, A.V. Bukhtiyarov, P.V. Markov, G.O. Bragina, G.N. Baeva, N.S. Smirnova, M.A. Panafidin, I.A. Chetyrin, E.Yu. Gerasimov, Y.V. Zubavichus, A.Yu. Stakheev. Catalytic performance of a single atom Pd1Ag10/Al2O3 catalyst for the selective hydrogenation of acetylene: The role of CO-induced segregation // Applied Surface Science, 2025, v. 681, p. 161516. DOI: 10.1016/j.apsusc.2024.161516 (IF = 6.9, Q1, УБС).
д.х.н., проф. А.Ю. Стахеев, к.х.н. И.С. Машковский , н.с. П.В. Марков,
н.с. Г.Н. Баева, к.х.н. Н.С. Смирнова, к.х.н. Г.О. Брагина
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва;
д.х.н. А.В. Бухтияров, к.х.н. М.А. Панафидин, к.х.н. И.П. Просвирин,
д.х.н. Я.В. Зубавичус, к.х.н. И.А. Четырин, к.х.н. Е.Ю. Герасимов
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Катализаторы разложения закиси азота
Закись азота (N2O) – второй по величине парникового эффекта газ, выбрасываемый в атмосферу промышленными предприятиями. Найдены три группы новых катализаторов разложения закиси азота: цеолитные на основе феррьеритов, модифицированных железом, перовскитов типа LaMeO3 (Me = Co, Ni, Fe) и шпинели Me2Fe2O4. Катализаторы способны со 100%-ной конверсией разлагать закись азота в мягких условиях. Установлена роль ионов железа и кислородных вакансий в этом процессе, а также эффект микроволнового облучения на стадии приготовления катализаторов на их активность. На рисунке представлены корреляции удельной активности при 550оС с (OV/Ototal)/ABET и (Cu+/Cu2+)/ABET (B) для ферритов меди и перовскитов, синтезированных методом соосаждения при термическом и 1 мин микроволновом нагреве.

Результаты работы опубликованы: Petr V. Zemlianskii, Alexander L. Kustov, Maria N. Timofeeva, Leonid M. Kustov, Microwave irradiation as an instrument for tuning of physicochemical and catalytic properties of MFe2O4 spinels, Chemical Engineering and Processing - Process Intensification, 2025, 208, 110138. Anna Makova, Olga Tkachenko, Gennady Kapustin, Alexander Leonov, Konstantin Kalmykov, Petr Pribytkov, Alexander Kustov, Marina Ter-Akopyan, Leonid Kustov, Influence of the Ferrierite Zeolite Synthesis Method onPhysicochemical and Catalytic Characteristics in the N2O, Decomposition Reaction, Arabian Journal for Science and Engineering, 2025, 111262. Petr V. Zemlianskii, Daniil A. Morozov, Gennady I. Kapustin, Nikolai A. Davshan, Konstantin B. Kalmykov, Vladimir V. Chernyshev, Alexander L. Kustov, Leonid M. Kustov, Correlations between the synthesis conditions and activity of the LaMO3 perovskite-like oxide materials (M: Fe, Co, Ni). The key role of glycine, Chemphysmater, 2025, 4(2), 165–178, 2025. Anna S. Makova, Mikhail Yu. Mashkin, Igor V. Mishin, Gennady I. Kapustin, Olga P. Tkachenko, Konstantin B. Kalmykov, Alexander L. Kustov, Leonid M. Kustov, Synthesis of zeolites with a ferrierite structure by hydrothermal and solvothermal methods and their activity in N2O decomposition, Colloids and Surfaces A: Physicochemical and Engineering Aspects, 727, Part 3, 2025, 138472, https://doi.org/10.1016/j.colsurfa.2025.138472.
проф., д.х.н. Л.М. Кустов, н.с. А.С. Макова
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва
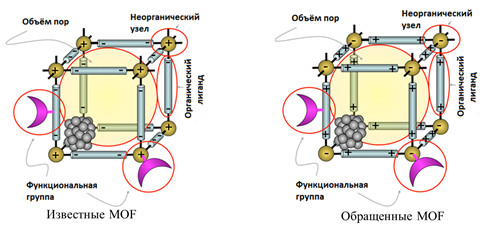
Обращенные металл-органические каркасы – новый класс координационных полимеров
Открыт новый класс металл-органических каркасов (MOF) – обращенные MOF. Все известные MOF (около 70 тыс.) содержат ионы металлов в узлах решетки, а анионы двух или трехосновных кислот образуют линкеры между узлами. В обращенных MOF в узлах решетки находятся анионные частицы (гетерополианионы, анионы комплексных солей, фосфорных кислот), а линкеры образованы дикатионными структурами. В частности, были синтезированы обращенные MOF, содержащие катионы дикатионных ионных жидкостей, в том числе силоксановых ионных жидкостях. Эти материалы проявляют высокую активность в реакциях парциального окисления и кислотно-основных реакциях.
Результаты работы опубликованы: Gregory S. Deyko, Vadim V. Vergun, Leonid A. Kravtsov, Gennadiy I. Kapustin, Lev M. Glu-khov, Oleg G. Sinyashin, Leonid M. Kustov, Effect of the Porous Structure and the Presence of Amino Groups on Selective Adsorp-tion of Methane, Ethane, and Carbon Dioxide on Zirconium-based UiO-66 Structures, Microporous and Mesoporous Materials, Q1. https://doi.org/10.1016/j.micromeso.2025.113880
проф. д.х.н. Л.М. Кустов, н.с. Г.С. Дейко, н.с. Л.М. Глухов, студент ВШЭ Д.А. Мицура
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва
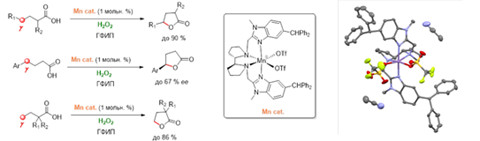
Разработка каталитических систем на основе стерически затруднённых хиральных негемовых комплексов марганца
Разработаны каталитические системы на основе стерически затруднённых хиральных негемовых комплексов марганца, способные катализировать региоселективное окисление карбоновых кислот С4+ «зелёным» окислителем H2O2, давая с выходом до 90% соответствующие γ-лактоны – ценные промежуточные продукты тонкого органического синтеза. Реакция может быть выполнена энантиоселективно (до 67% ее). Обнаружено, что варьирование условий проведения реакции позволяет эффективно «переключать» направление процесса между прямой γ-лактонизацией и прямым (ω-1)-гидроксилированием карбоновой кислоты. С помощью предложенных катализаторов могут активироваться как вторичные (BDECH = 90‒98 ккал/моль), так и наиболее прочные первичные С‒Н группы (BDECH ≥ 100 ккал/моль). Экспериментальное и теоретическое исследование позволило установить, что реакция γ-лактонизации осуществляется внутримолекулярным образом через селективный разрыв γ-С‒Н связи под действием электрофильного MnV=О фрагмента, за которым следует рекомбинация с участием карбоксильной группы в координационной сфере марганца.
.
Результаты работы опубликованы: ACS Catal. 2025, 15, 14938−14954. (IF = 13.1).
д.х.н., проф. РАН К.П. Брыляков, к.х.н. В.И. Курганский,
к.х.н. А.А. Брылякова, д.х.н. А.Г. Медведев
Институт органической химии им. Н.Д. Зелинского РАН, г. Москва
Механизм и технологические основы сопряжённого процесса конденсация-гидрирование метилэтилкетона (МЭК) на катализаторе Pd/активированный уголь (АУ)
Разработан стабильный полифункциональный катализатор Pd,СaS/АУ для сопряжённого процесса конденсации-гидрирования МЭК. Инструментальными (РФА, СЭМ, ТЭМ, РФЭС, ЯМР) и кинетическими методами показано, что одновременная подача водорода вместе с МЭК приводит к кардинальному изменению направления процесса - вместо широкого набора насыщенных, ненасыщенных димерных и тримерных кетонов и ароматических соединений селективно образуется 5-метил-3-гептанон (5-МГН) с примесью 3-метилгептана. Предложена схема механизма сопряжённого процесса с участием полифункционального активного центра CaS·Pd(H)n. 3-Метилгептан не является продуктом последовательного гидрирования 5-МГН (Схема). Селективность образования 5-МГН, являющегося высокооктановой присадкой к прямогонным бензинам, достигает 95% при полной конверсии МЭК.
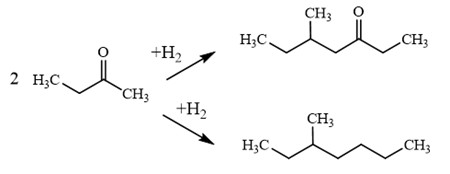
Схема. Сопряженный процесс конденсации-гидрирования МЭК.
Результаты работы опубликованы: Лебедев И.В., Марцинкевич Е.М., Флид В.Р., Брук Л.Г. Кинетика сопряженного процесса конденсации–гидрирования метилэтилкетона в 5-метил-3-гептанон на катализаторе Pd/активированный уголь// Изв. АН, сер. хим., 2025, т. 74, № 5, с. 1498-1502. Лебедев И.В., Марцинкевич Е.М., Новак Д.Н., Флид В.Р., Брук Л.Г. Сопряженный процесс конденсации–гидрирования метилэтилкетона в 5-метил-3-гептанон на полифункциональных катализаторах, включающих соединения металлов (Ca, Zn, Cu, Cr, Mn, Ni, Pd) на активном угле// Изв. АН, сер. хим., 2025, т. 74, № 9, с. 2713-2720.
д.х.н., проф. В.Р. Флид, д.х.н., проф. Л.Г. Брук,
к.х.н., доцент Е.М. Марцинкевич, к.т.н. И.В. Лебедев
РТУ МИРЭА, Институт тонких химических технологий
имени М.В. Ломоносова, г. Москва
Гетерогенно-каталитическое окисление мононенасыщенных карбоновых кислот пероксидом водорода
Предложен эффективный способ использования возобновляемого сырья (биомассы) для получения продуктов с высокой добавленной стоимостью – моно- и дикарбоновых С9-кислот. Синтезирован и осуществлен скрининг ряда катализаторов (Pd, Ni, Cu, Rh, Ag и Со на Сибуните) в процессах окислительной деструкции олеиновой кислоты (ОК) и разложения H2O2. Определены текстурные характеристики образцов. Разработан эффективный палладиевый катализатор (0,5% Pd/C), представляющий собой закрепленный на поверхностных кислородсодержащих группах Сибунита оксид палладия (II). Установлена его высокая активность в реакции окислительного расщепления С=С–связи в ОК с образованием пеларгоновой и азелаиновой кислот (Схема). Оптимизированы условия реакции: 35°C, 30%-ный водный раствор H2O2, 2-кратный избыток H2O2 к ОК, интенсивное перемешивание. Конверсия ОК за 2 часа достигает 95% при селективности по продуктам 75-80%. Предложен возможный механизм процесса. Представленные экспериментальные данные являются основой для проведения дальнейших работ по разработке эффективных и селективных гетерогенных катализаторов окислительной деструкции жирных кислот.
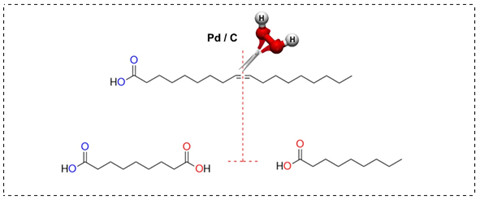
Схема. Образование пеларгоновой и азелаиновой кислот при окислительной деструкции ОК пероксидом водорода.
д.х.н., проф. В.Р. Флид, к.х.н., доцент Ж.Ю. Пастухова,
аспирант А.В. Грашкина
РТУ МИРЭА, Институт тонких химических технологий
имени М.В. Ломоносова, г. Москва
Получение высокомолекулярных (твердых) кристаллических парафинов в необычно мягких условиях синтеза Фишера–Тропша с применением мезофазного оксида алюминия
Найдено, что образование высокомолекулярных (твердых) углеводородов α = 0,96 синтезом Фишера–Тропша возможно в необычно мягких условиях синтеза: 170°С и 1 МПа. Полученные в присутствии наиболее перспективных катализаторов углеводороды С5+ характеризуются вероятностью роста цепи 0,95–0,96, обладают высокой степенью кристалличности, состоят преимущественно (75–80%) из линейных алканов и содержат до 34 мас.% углеводородов С35+. Наибольший выход (76 г/м3 и селективность (86%) образования углеводородов С5+ были получены в синтезе при давлении 1 МПа в присутствии катализатора с содержанием 23% Со на основе предварительно прокаленного при 750°С оксида алюминия. Полученные результаты открывают возможность кратно снизить себестоимость производства твердых парафинов и церезинов по сравнению существующими аналогами.
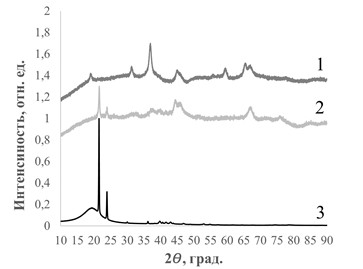
Рис. Типичные дифрактограммы порошков катализатора до синтеза (1) и после синтеза (2) и дифрактограмма восков, образовавшихся в синтезе (3). Прекрасно видно, что кристаллическая структура парафина просматривается даже на фоне структуры катализатора.
Результаты работы опубликованы: Е.Ю. Асалиева, Л.В. Синева, К.О. Грязнов, В.В, Аксененков, В.З. Мордкович. Возможность получения твердых парафинов синтезом Фишера-Тропша в реакторе со стационарным слоем// Известия высших учебных заведений. Серия Химия и химическая технология, 2025, т. 68, № 10, с. 95-102. DOI 10.6060/ivkkt.20256810.22y. – EDN SWTTZA. Мордкович В.З., Синева Л.В., Новые катализаторы в газохимии: путь от лабораторных исследований до промышленности// Neftegaz.ru, 2024, № 1(145), с. 36-43. EDN:RYNFGP. MV Rafin Ramli, Liliya Sineva, Vladimir Mordkovich, Andrea Dolfi, A. Aleem Shamina. A Fisher-Tropsh Catalyst// Malaysian Patent MY203311A, published 2024-06-24. Lilia Sineva, Kirill Gryaznov, Victor De, Andrei Gorshkov, Vladimir Mordkovich. Determination of kinetic pa-rameters of Fischer–Tropsch synthesis in the presence of a granular cobalt catalyst// Reactions, 2023, vol. 4, iss. 1, 92-105, 14. https://doi.org/10.3390/reactions4010004
д.х.н. В.З. Мордкович, д.х.н. Л.В. Синева,
к.х.н. Е.Ю. Асалиева, к.т.н. К.О. Грязнов
НИЦ «Курчатовский институт» – Технологический институт
сверхтвердых и новых углеродных материалов, г. Троицк, г. Москва
Разработка высокоэффективных, структурно стабильных катализаторов для процесса электрохимического расщепления воды на основе 2D и 3D координационных полимеров из ферроценилфосфиновой кислоты с ионами переходных металлов (Ni, Co, Mn, Cd)
Впервые синтезированы и систематически исследованы две серии изоструктурных координационных полимеров (КП) на основе 1,1'-ферроценилен-бис(H-фосфиновой) кислоты в качестве электрокатализаторов реакции выделения кислорода (РВК) при электрохимическом расщеплении воды. Первая серия представляет собой 2D полимеры с ионами Co(II), Mn(II) и Cd(II), полученными в условиях сольвотермального синтеза. Вторая серия – это 3D полимеры с ионами Ni(II) и Co(II) и использованием 1,2-ди(пиридин-4-ил)этилена в качестве дополнительного линкера, также получены путем сольвотермального синтеза.
Электрохимические исследования показали, что 2D полимеры на основе Co и Cd демонстрируют исключительно высокую каталитическую активность, достигая перенапряжения всего в 236–255 мВ при плотности тока 10 мА см-2, что превосходит многие известные в литературе аналоги. Установлено, что высокая эффективность Cd-содержащего полимера связана с его уникальной субмикронной сферической морфологией, обеспечивающей большую площадь активной поверхности. При сравнении 3D полимеров Ni и Co было выявлено, что природа металлического центра кардинально влияет на кинетику РВК и стабильность материала. Никелевый полимер показал себя как более эффективный и долговечный катализатор, сохраняющий свою кристаллическую структуру в ходе длительного электролиза, в то время как его кобальтовый аналог подвергался частичной аморфизации. Для обеих серий полимеров показана ключевая роль ферроценильного фрагмента, который действует как внутрикаркасный медиатор переноса электрона, стабилизируя ключевые интермедиаты реакции и повышая общую эффективность процесса.
Комплексное исследование с применением порошковой рентгеновской дифракции (PXRD), сканирующей электронной микроскопии (SEM) и рентгеновской фотоэлектронной спектроскопии (XPS) подтвердило высокую структурную целостность и стабильность разработанных катализаторов в жестких условиях электрокатализа. Полученные результаты открывают новые подходы для создания эффективных катализаторов расщепления воды путем рационального дизайна новых металл-органических архитектур с использованием ферроценсодержащих лигандов, и еще раз подчеркивают важность подбора как металлического центра, так и линкерной системы.
Результаты работы опубликованы: Materials Reports: Energy, 2025, doi: 10.1016/j.matre.2025.100334. Comments on Inorganic Chemistry, 2025, doi: 10.1080/02603594.2025.2545764.
академик РАН О.Г. Синяшин, чл.-корр. РАН А.А. Карасик,
к.х.н. М.Н. Хризанфоров, А.П. Самороднова, к.х.н. Д.Р. Исламов,
к.х.н. Р.П. Шекуров, Р.Р. Гайнуллин, к.х.н. К.В. Холин,
к.х.н. И.А. Безкишко, д.х.н. А.Т. Губайдуллин, д.х.н. В.А. Милюков
Институт органической и физической химии им. А.Е. Арбузова, г. Казань;
ФИЦ КазНЦ РАН, г. Казань;
Казанский национальный исследовательский
технологический университет, г. Казань
Получение новых моно- и биметаллических комплексов марганца(I) с иминопиридиновым лигандом, обладающих бифункциональной каталитической активностью в электрохимических реакциях получения молекулярного водорода и восстановления углекислого газа в синтез-газ
В результате реакции между би-дидентантным иминопиридиновым лигандом на основе аценафтена были получены моно (1) и биметаллический (2) комплексы марганца(I).
Методами ЭПР и УФ/видимой спектроэлектрохимии были изучены и установлены различия в природе продуктов одноэлектронного восстановления комплексов 1 и 2. А именно, было показано, что для монометаллического комплекса 1 в результате одноэлектронного восстановления образуется лиганд-центрированный радикал, в то время как для биметаллического комплекса 2 характерно образование металл-центрированного радикала. Данные о кристаллической структуре комплексов 1 и 2 показали, что у монометаллического комплекса 1 дополнительные основные центры лиганда остаются открытыми к координации с протоном, в то время как в биметаллическом комплексе 2 дополнительные координационные центры лиганда остаются экранированными вторым ионом марганца(I). Оба комплекса были изучены в реакциях электрохимического восстановления углекислого газа и выделения молекулярного водорода.
Показано, что каталитические характеристики для монометаллического комплекса 1 значительно выше, чем для биметаллического комплекса 2. Например, в реакции электрохимического восстановления углекислого газа число оборотов каталитического цикла (TON) составило 80 и 12 для комплексов 1 и 2, соответственно. Однако, в обоих случаях продуктом конверсии углекислого газа является синтез-газ.
В реакции электрокаталитического выделения водорода каталитические характеристики для комплекса 1 также оказались выше, а именно величина TON для комплексов 1 и 2 составило 450 и 30, соответственно. Частота каталитических оборотов (TOF) цикла для комплексов 1 и 2 составила 2400 и 117 оборотов/с, соответственно.
Таким образом, показано, что дополнительные основные центры лиганда, способные участвовать в координации с протонодонором, являются более предпочтительным фактором при дизайне молекулярного катализатора, чем синергетический эффект от двух металлических центров.
Результаты работы опубликованы: ChemCatChem, 2025, doi: 10.1002/cctc.202500078.
академик РАН О.Г. Синяшин, чл.-корр. РАН А.А. Карасик, к.х.н. В.В. Хризанфорова,
к.х.н. Р.Р. Файзуллин, к.ф.-м.н. Р.Б. Зарипов, к.ф.-м.н. Т.П. Герасимова,
к.х.н. В.И. Морозов, Е.Б. Красовская, д.х.н. Ю.Г. Будникова
Институт органической и физической химии им. А.Е. Арбузова, г. Казань;
Казанский физико-технический институт им. Е.К. Завойского
ФИЦ КазНЦ РАН, г. Казань
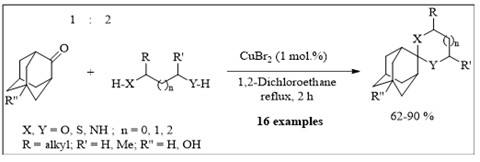
Медь-катализируемый синтез N-, O-, S-гетероциклических спироадамантанов конденсацией кетонов с бифункциональными OH-, NH-, SH-кислотами
Разработан эффективный метод синтеза адамантилсодержащих циклических кеталей и гетероциклических спироадамантанов путем конденсации адамантилсодержащих кетонов с бифункциональными N-, O-, S-соединениями (диолами, дитиолами, диаминами) под действием медьсодержащих катализаторов. Впервые установлено, что CuBr2 является высокоэффективным катализатором для синтеза полного спектра N-, O-, S-гетероциклических спироадамантанов. Показано, что медьсодержащие катализаторы реализуют альтернативный механизм активации кетонов по сравнению с традиционными кислотными системами, основанный на формировании координационных комплексов между Cu(II) и бифункциональными агентами. В условиях мультиграммовой загрузки реагентов количество катализатора может быть снижено до 0,1 мол% (для 1 г адамантанона требуется всего 1,5 мг CuBr2), что свидетельствует об исключительно высокой активности катализатора и позволяет перейти на препаративный масштаб синтеза. Полученные соединения могут иметь практическое применение в косметической промышленности (полученные циклические кетали обладают приятным запахом и используются как отдушки), фармацевтике (азот- и серосодержащие производные адамантана являются потенциальными антивирусными и антипаркинсоническими средствами), при защите функциональных групп в органическом синтезе, в качестве компонент для синтеза полимерных материалов.
Результаты работы опубликованы: L.I. Gallyamova, A.R. Bayguzina, I.R. Ramazanov. Synthesis of N‐,O‐,S‐Heterocyclic Spi-roadamantanes by Condensation of Ketones with Bifunctional OH‐, NH‐, SH‐Acids. Asian Journal of Organic Chemistry, 2025, e202400276.
д.х.н., проф. РАН И.Р. Рамазанов, к.х.н. А. Р. Байгузина, Л. И. Галлямова
Институт нефтехимии и катализа РАН, г. Уфа
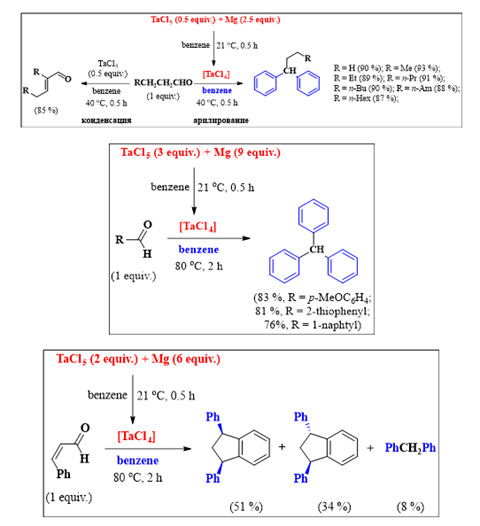
[TaCl5 – Mg] – эффективная система реагентов для арилирования альдегидов
Разработана новая система реагентов [TaCl5–Mg] для селективного арилирования алифатических альдегидов. Система позволяет синтезировать 1,1-диарилзамещенные алканы и индановые производные с высокими выходами (87–93%). Впервые показано, что система TaCl5–Mg эффективно активирует алифатические альдегиды без побочного образования продуктов альдольной конденсации. На основе DFT расчетов предложен механизм, в котором TaCl5отвечает за путь альдольной конденсации, а образующиеся при восстановлении магнием парамагнитные катионные виды Ta(IV) — за маршрут арилирования с образованием 1,1‑диарилалканов. Система избирательно активирует альдегидную функцию относительно ароматического ядра и других функциональных групп. Полученные результаты могут найти практическое применение в синтезе фармакофоров (1,1-диарилметановые фрагменты являются структурными элементами, часто встречающимися в фармацевтических препаратах) и индановых производных (1,3-дифенилиндановые структуры перспективны для органической электроники и материаловедения). Большое фундаментальное значение имеет продемонстрированная принципиальную возможность управления направлением реакции альдегидов (альдоль ↔ арилирование) за счет тонкой настройки окислительного состояния и ионизации танталового центра.
Результаты работы опубликованы: A.M. Gabdullin, R.N. Kadikova, O.S. Mozgovoj, A.B. Yulbarisov, I.R. Ramazanov. Arylation of aldehydes under the influence of tantalum(V) chloride and magnesium. Inorganica Chimica Acta, 2025, 578, 122540.
д.х.н., проф. РАН И. Р. Рамазанов, к.х.н. А.М. Габдуллин,
к.х.н. Р.Н. Кадикова, лаб. О.С. Мозговой, инж. А. Б. Юлбарисов
Институт нефтехимии и катализа РАН, г. Уфа
Создание и использование баз данных кинетических экспериментов реакций Сузуки-Мияуры и Мицороки-Хека
В результате оцифровки и стандартизации большого массива кинетических экспериментальных данных созданы базы данных, содержащих результаты более 1100 кинетических экспериментов (более 11000 моментов времени) с реакцией Сузуки-Мияуры и более 1600 кинетических экспериментов (более 16000 моментов времени) с реакцией Мицороки-Хека. Созданные большие модели машинного обучения позволяют с высокой точностью предсказывать выход продуктов и селективность реакций.
Был разработан и апробирован модифицированный метод абляции, позволяющий определить минимально необходимые наборы параметров моделей. Анализ минимальных наборов параметров показал, что наиболее значимыми для реакции Сузуки-Мияуры являются природа и концентрация арилгалогенида, что согласуется со сложившимися представлениями. Однако, для реакции Мицороки-Хека в число наиболее значимых параметров вошли природа и концентрация алкена, что однозначно указывало на его ключевую роль в реакции. Следует отметить, что в отличие от общепризнанной принципиальной роли арилгалогенида в реакционных системах реакций кросс-сочетания, основания для гипотезы ключевой роли алкена в реакции Мицороки-Хека ранее отсутствовали. Этот результат стал возможным благодаря анализу больших объемов кинетических экспериментальных данных с использованием технологий искусственного интеллекта, а не традиционных «узких» экспериментальных серий.
Используя базы данных кинетических экспериментов реакций Сузуки-Мияуры и Мицороки-Хека, в результате многокритериального оптимизационного анализа были установлены условия реакций Сузуки-Мияуры и Мицороки-Хека, соответствующие лучшим комбинациям трех критериев эффективности: производительность и стабильность катализатора, эффективность использования сырья.
Результаты работы опубликованы: A.F. Schmidt, A.A. Kurokhtina, E.V. Larina, N.A. Lagoda. Approaches to the Interpre-tation of Machine Learning Models Trained with Big Experimental Kinetic Data: An Example of the Suzuki–Miyaura Reaction. Kinetics and Catalysis, 2025, 66 (5), 584–597. А.Ф. Шмидт, А.А. Курохтина, Е.В. Ларина, Н.А. Лагода. Новые применения кинетических данных. Создание кинетических моделей машинного обучения на примере реакции Сузуки-Мияуры. Известия РАН. Сер. хим. 2025, 74 (11), 3367–3374.
д.х.н., проф. А.Ф. Шмидт, к.х.н., доцент А.А. Курохтина,
к.х.н. Е.В. Ларина, м.н.с. Н.А. Лагода
Иркутский государственный университет, г. Иркутск
Развитие теории каталитического действия твердых кислот в водной среде на основе представлений о двойном электрическом слое на границе раздела фаз
Твёрдые кислотные катализаторы привлекают большое внимание науки и промышленности как замена коррозионных и трудно перерабатываемых растворимых кислот. В водной среде поверхностные кислотные группы диссоциируют с образованием двойного электрического слоя (ДЭС), протоны образуют диффузный слой по статистике Пуассона-Больцмана. Протоны диффузного слоя участвуют в каталитических реакциях.
Анализ структурных изменений целлюлозы при гидролизе показал, что ее гидролиз протекает по разным механизмам на катализаторах с сильными и слабыми кислотными группами (окисленный углеродный материал Сибунит-4 и сульфокислотная смола Amberlyst-15). Результаты интерпретированы с точки зрения различий двойных электрических слоев с высокой и низкой концентрацией ионов гидроксония в водной среде у поверхности катализаторов. Amberlyst-15, формируя более концентрированный и объёмный диффузный слой протонов, эффективнее катализирует гидролиз даже кристаллической целлюлозы.
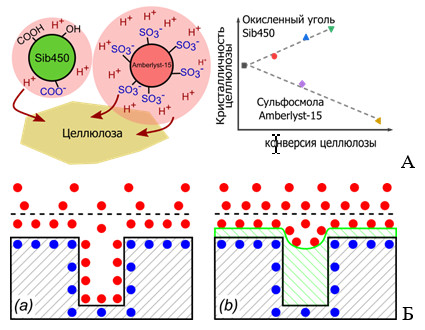
Схематическое изображение двойного электрического слоя вокруг гранул катализатора (А) и протонов диффузного слоя вблизи пор катализатора, и их вытеснение в присутствии адсорбата (Б).
Выявлен принципиально новый эффект влияния адсорбции электронейтральных реагентов (этилацетат, целлобиоза) на двойной электрический слой твердых кислот и их каталитическую активность. Адсорбция молекул перестраивает ДЭС: для суперкислот, например, полиоксометаллата цезия, гидрофобные молекулы вытесняют воду и протоны, ещё больше увеличивая кислотность. Для менее сильных кислот, таких как сульфированный уголь, адсорбция подавляет диссоциацию кислотных групп, из-за повышения термодинамической активности протонов при их перемещении, что снижает каталитическую активность.
Результаты работы опубликованы: Golubkov V.A., Malyar Y.N., Zaitseva Y.N., Sychev V.V., Vorobyev S.A., Taran O.P. The impact of surface acid species strength on the cellulose structural changes via hydrolysis over solid acid catalyst// Wood Science and Technology (Q1), 2025, 59 (4), 75, https://doi.org/10.1007/s00226-025-01681-3. Tarabanko N.V., Golubkov V.A., Vorobyev S., Taraban’ko V.Е., Taran O.P. Influence of Adsorption of Electrically Neutral Reactants on the Formation of Electrical Double Layers in Solid Acid Catalysts and Its Relation to Catalytic Activity// Langmuir (Q1), 2025, 41(41), 27935–27946, https://doi.org/10.1021/acs.langmuir.5c03679 (Q1).
д.х.н., проф. РАН О.П. Таран, д.х.н., проф. В.Е. Тарабанько,
к.х.н. Н.В. Тарабанько, м.н.с. В.А. Голубков
Институт химии и химической технологии СО РАН, г. Красноярск
Применение методов ЭПР спектроскопии для исследования фотокаталитических систем
Фотокаталитические материалы, способные генерировать водород из воды под воздействием солнечного света, активно исследуются в настоящее время. Однако во многих случаях детальные механизмы фотофизических и фотохимических процессов, лежащих в основе выделения водорода, остаются неизученными. Нами исследованы новые гетеропереходные фотокатализаторы на основе оксидов вольфрама и хромофора ZnTCPP (мезо-тетра(4-карбоксифенил)порфирина). Показано, что эффективность фотогенерации водорода в композитах ZnTCPP/WO3 выше суммы индивидуальных эффективностей компонентов, что указывает на успешную синергию в гетеропереходе. Методами стационарного и время-разрешенного (ВР) ЭПР изучены промежуточные возбужденные состояния, перенос электрона и побочные реакции в серии фотокатализаторов ZnTCPP/WO3. Данные, полученные методом ЭПР, анализируемые вместе с показателями эффективности выделения водорода, позволяют определить дальнейшие пути улучшения фотокаталитической активности этих материалов.
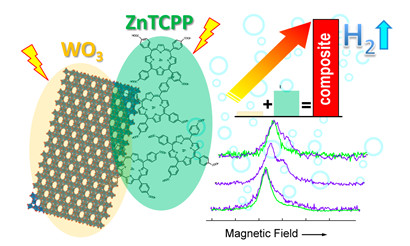
Рис. Иллюстрация формирования гетеропереходного фотокатализатора (слева), репрезентативные спректры ВР ЭПР (справа).
Также разработан гетероструктурный фотокатализатор S-схемы ZnCdS/COF (Tb-BPY) для повышения эффективности фотогенерации H2O2 под действием видимого света. Богатый азотом ковалентный органический каркас (COF) и ZnCdS синергически способствуют разделению зарядов, повышая фотокаталитическую эффективность. Данное исследование продвигает стратегии S-схем на основе COF для устойчивого фотокатализа.
Результаты работы опубликованы: I.V. Kurganskii, D. Syrtsov, A.S. Poryvaev, R.Z. Sagdeev, M. Du, L. Zhang, M.V. Fedin// Composite materials ZnTCPP/WO3: photoinduced hydrogen evolution, continuous wave and time-resolved EPR studies// Int. J. Hydrogen Energy 185 (2025) 151965. doi: 10.1016/j.ijhydene.2025.151965. J. Zhang, J. Zhang, C. Sun, H. Yu, J. Yu, M.V. Fedin, L. Zhang// An efficient S-scheme Tb-BPY COF/ZnCdS heterojunction for visible-light H2O2 production// Chem. Commun. 61 (2025) 16608-16611. doi: 10.1039/D5CC04204F.
чл.-корр. РАН М.В. Федин
Международный томографический центр СО РАН, г. Новосибирск
Prof. Liuyang Zhang
CUG, China
ЯМР высокого разрешения для спектроскопии и томографии каталитических реакторов
Спектроскопия ядерного магнитного резонанса (ЯМР) и магнитно-резонансная томография (МРТ) являются мощными неинвазивными инструментами для in situ и operando исследований каталитических процессов. Однако их применение к гетерогенным каталитическим системам часто критически ограничено неоднородностями магнитного поля, вызванными использованием традиционных твердых носителей катализаторов. В данной работе для эффективного решения этой проблемы предложено использовать полые сферы в качестве пористых носителей катализаторов. Полые сферы из оксида алюминия с высокой удельной поверхностью (∼300 м2/г) и тонкими стенками (∼50 мкм) были получены методом темплатного синтеза. В отличие от обычных объемных гранул гетерогенных катализаторов, полые сферы из η-Al2O3 не вызывают значительных искажений однородности приложенного магнитного поля. Это позволило впервые получить спектры ЯМР 1Н с высоким спектральным разрешением и высококачественные МРТ-изображения газов и растворов в зернистом слое. Продемонстрированный подход открывает новые горизонты в применении магнитного резонанса для понимания принципов работы каталитических реакторов и визуализации протекающих в них процессов.
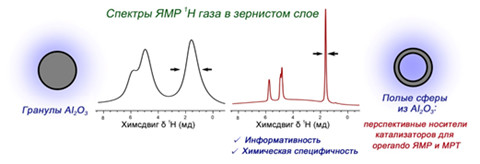
Результаты работы опубликованы: E.S. Kononenko, I.V. Skovpin, D.B. Burueva, V.N. Rogozhnikov, K.I. Shefer, A.N. Salanov, I.V. Koptyug. Hollow alumina spheres: fabrication, characterization, and their potential for operando magnetic resonance, Anal. Chem., 97, 21258-21263 (2025); https://doi.org/10.1021/acs.analchem.5c01321. IF = 6.7
чл.-корр. РАН И.В. Коптюг, Е.С. Кононенко, И.В. Сковпин, Д.Б. Буруева
Международный томографический центр СО РАН, г. Новосибирск;
В.Н. Рогожников, К.И. Шефер, А.Н. Саланов
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Ванадилпорфирины – лабильные ловушки «восстановленной» серы в тяжёлых нефтях
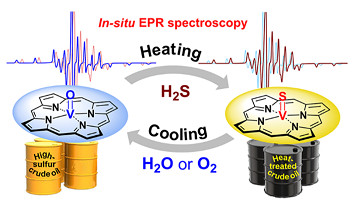
Как известно, обессеривание — обязательный этап очистки высокосернистых нефтей и получаемых из них ценных продуктов. В тяжелых нефтях практически всегда присутствуют ванадилпорфириновые комплексы. Однако неокислительные и невосстановительные реакции между ванадилпорфиринами и сераорганическими соединениями нефтей до настоящего времени не были известны.
Методом ЭПР in situ при повышенных температурах обнаружена новая неокислительно-восстановительная реакция ванадилпорфиринов с природными серасодержащими соединениями нефтей. Высокотемпературная обработка тяжёлых нефтей без каких-либо добавок, в условиях близких к условиям традиционных процессов нефтепереработки, приводит к обратимому превращению нефтяных ванадилпорфиринов в комплексы тиованадилпорфиринов (> 25%). Содержание тиованадилпорфиринов и степень обратимости реакции VO2+ ⇄ VS2+контролируются соединениями «восстановленной» серы (S2−). Наоборот, присутствие O2 и H2O препятствует образованию тиованадилпорфиринов.
Раскрытый механизм показывает, что ванадилпорфирины способны обратимо улавливать химически активные соединения серы в условиях, близких к условиям традиционных процессов нефтепереработки. Таким образом, обнаруженная химическая реакция потенциально может препятствовать глубокой десульфуризации тяжелой нефти при наличии в ней ванадилпорфиринов в условиях, когда в ходе процесса в системе присутствуют или могут образовываться восстановленные соединения серы.
Результаты работы опубликованы: S.N. Trukhan, A.M. Chibiryaev, and O.N. Martyanov, Vanadyl Porphyrins as a Sulfur Trap in Heavy Oils. // ACS Energy & Fuel 2025, 39, 4719-4727 https://doi.org/10.1021/acs.energyfuels.4c06358
чл.-корр. РАН О.Н. Мартьянов, к.ф.-м.н. С.Н. Трухан, к.х.н. А.М. Чибиряев
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Кинетика неокисленного превращения СН4 в С2–С3-углеводороды на PT/MgAlOх катализаторах
Исследована кинетика образования продуктов реакции конденсации метана в отсутствие кислорода при 600°C на Pt/MgAlOx катализаторах. При оптимально подобранных условиях регенерации (содержание кислорода в смеси, длительность) возможно увеличить продолжительность работы катализаторов в циклическом режиме с высокой средней скоростью образования С2–С3-углеводородов (~2,0·10–6 моль С/(мин·г кат)) при минимальном выделении СОх на стадии регенерации. Соотношение количества продуктов, образовавшихся во время цикла продолжительностью до 1 ч, и СОх может достигать величины 5–7,5, что соответствует селективности образования С2–С3-углеводородов выше 80%.
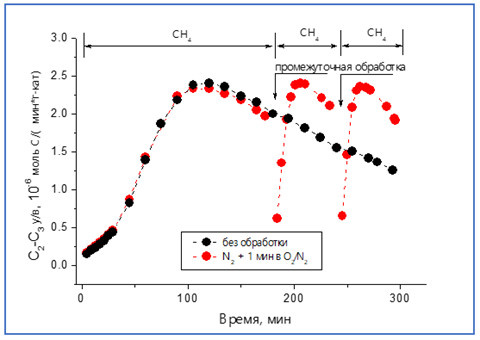
Влияние промежуточной обработки на кинетику образования С2–С3-углеводородов при последующей циклической подаче смеси 50%CH4/N2 на катализатор.
Результаты работы опубликованы: Пинаева Л.Г., Бельская О.Б, Просвирин И.П., Лихолобов В.А., Носков А.С. Превращение СН4 в С2–С3-углеводороды на Pt/MgAlOх-катализаторах в циклическом режиме // Катализ в промышленности, 2025, т. 25, № 2, с. 68-78. DOI: 10.18412/1816-0387-2025-2-68-78. Pinaeva L.G., Sadovskaya E.M., Petrov R.V., Noskov A.S. Kinetic study of non-oxidative methane coupling on Pt/Mg-Al-O catalysts. J. Envi-ron. Chem. Eng. 13 (2025) 120291. https://doi.org/10.1016/j.jece.2025.120291.
чл.-корр. РАН А.С. Носков, к.х.н. Л.Г. Пинаева, к.т.н. Е.М. Садовская,
к.х.н. И.П. Просвирин, к.т.н. Р.В. Петров
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Количественное определение глифосата и N-(фосфонометил)-иминодиуксусной кислоты методом газовой хроматографии
N-(Фосфонометил)-глицин [глифосат] является действующим началом препаратов для борьбы с сорняками, являясь одним из самых распространенных пестицидов (гербицид, арборицид) в мире, в том числе и в России. Одной из наиболее экологически благоприятных технологий его получения является процесс, завершающей стадией которого является жидкофазное окисление ФИДУК пероксидом водорода в присутствии гомогенных катализаторов на основе пероксополиоксовольфромат-фосфорных анионов.
Известны способы полуколичественного определения глифосата в смеси с продуктами его разложения, основанные на методах ТСХ или ИК-спектроскопии. Применение методов ВЭЖХ или ЯМР связано с использованием дорогостоящего и сложного оборудования, расходных материалов и реактивов, что осложняет количественный анализ глифосата и ФИДУК при их совместном присутствии, особенно в условиях промышленного производства. В связи с этим разработан способ количественного анализа силильных производных глифосата и ФИДУК в присутствии внутреннего стандарта – силильного производного пимелиновой кислоты (ПК), с использованием метода газовой хроматографии. Процедура получения летучих аналитов заключается в предколоночной подготовке смеси глифосата, ФИДУК, ПК и ее последующей дериватизации в растворе пиридина и N,O-бис-(триметилсилил)трифторацетамида. Преимуществами предлагаемого подхода являются использование простого и доступного оборудования, сокращение времени непосредственного анализа в сравнении с описанными методами ВЭЖХ.
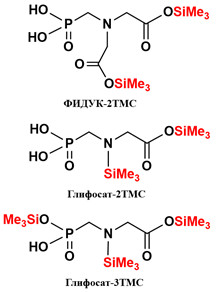
Силильные производные глифосата и ФИДУК
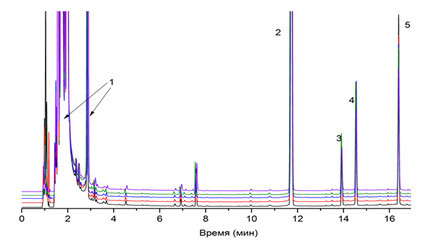
Рис. Пять последовательных хроматограмм смеси силильных производных, полученных в одинаковых условиях с использованием капиллярной колонки с неполярной неподвижной фазой HP-5MS.
1 – пиридин + N,O-бис-(триметилсилил)трифторацетамид,
2 – ПК, 3 - глифосат-2ТМС, 4 - глифосат-3ТМС, 5 - ФИДУК-2ТМС.
Результаты работы опубликованы: Патенты: RU № 2753453, 16.08.2021 г.; RU № 2775230, 28.06.2022 г.; RU № 2808421, 28.12.2023 г. Яковлева Е.Ю., Пай З.П., Бердникова П.В., Хлебникова Т.Б.// Журнал прикладной химии, 2025. т. 98, № 6, с. 375-382. https://doi.org/10.31857/S0044461825060034
д.т.н. З.П. Пай, к.х.н. Т.Б. Хлебникова, к.х.н. Е.Ю. Яковлева,
к.х.н. Д.Ю. Ющенко, П.В. Бердникова, С.С. Баранова
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Электрохимическое выделение чистого водорода из продуктов паровой конверсии метанола, диметоксиметана и диметилового эфира
Традиционные способы получения водорода – каталитические превращения углеводородов – обычно сопровождаются образованием таких продуктов как CO, CO2 и CH4. Следовательно, эффективная технология очистки водорода является актуальной задачей как для промышленного, так и для энергетического секторов. На сегодняшний день известны следующие технологии разделения водорода: криогенная, адсорбционная, мембранная и электрохимическая. Среди указанных способов метод электрохимической очистки водорода в устройстве, названном «водородный насос» (ВН), представляет интерес с точки зрения энергоэффективности и простоты в эксплуатации.
Исследовано электрохимическое выделение чистого водорода из продуктов (реформата) паровой конверсии (ПК) метанола, диметоксиметана (ДММ) и диметилового эфира (ДМЭ) в устройстве (Рисунок 1), состоящем из последовательно соединенных каталитического реактора и ВН с протонпроводящей мембраной на основе полибензимидазола (ПБИ). Показано, что бифункциональные катализаторы CuO-ZnO/γ-Al2O3 и CuO-CeO2/γ-Al2O3, разработанные в Институте катализа им. Г.К. Борескова, весьма эффективны в реакциях паровой конверсии вышеупомянутых оксигенатов. В частности, эти катализаторы при атмосферном давлении и ~300 оС обеспечивают полное превращение сырья и получение обогащенной водородом (~70 об.%) смеси с незначительным содержанием СО (~0,5 об.%), которую без какой-либо предварительной очистки можно подавать в ВН для выделения чистого водорода.
Таблица 1. Характеристики работы ВН при электрохимическом выделении Н2 из реформатов ПК метанола, ДММ и ДМЭ
| Реформат |
Состав
продуктов на выходе из ВН, об.% |
Fвых(H2), ml/min | φ (%) | P, Вт | ƞ, % | ||
| Н2 | CO | СО2 | |||||
|
ПК
метанола, ДММ, ДМЭ |
99.96 | < 0.001 | 0.04 | 108 | 90 | 2.6-3.3 | 75-78 |
Из таблицы 1 видно, что чистота извлеченного водорода из реформатов весьма высокая и равна 99.96 %. Примесями в водороде были СО2 и СО. Степень извлечения водорода (φ) из реформатов составляла одинаковую величину ~90%. Это представляется закономерным, поскольку концентрация Н2 в реформатах и скорости его подачи в ВН были близкими, а ток, протекающий через ячейку, однозначно определяет количество извлекаемого водорода (Fвых(H2) ~ 108 мл/мин). Электрическая мощность, потребляемая ВН (Р) при извлечении водорода из реформатов, составляла 2.6-3.3 Вт. В итоге обеспечивалось значение энергетической эффективности ВН(ƞ) 75 ÷ 78 %. Принципиально заметить, что ВН с ПБИ мембраной в составе установки может работать и как топливный элемент, питаемый непосредственно реформатом. Это расширяет возможности установки, например, если нет потребности в получении чистого водорода, то установку можно использовать для генерации электрической энергии. Результаты исследования имеют важное значение для разработки компактного устройства получения чистого водорода и энергии из синтетических химических энергоносителей, таких как метанол, ДММ и ДМЭ.
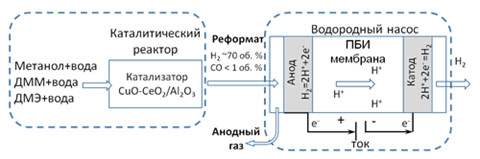
Рисунок 1. Схема установки получения водорода.
Результаты работы опубликованы: Badmaev S.D., Belyaev V.D., Snytnikov P.V., Sobyanin V.А. Electrochemical Separation of Pure Hydrogen from the Products of Steam Reforming of Methanol, Dimethoxymethane and Dimethyl Ether // International Journal of Hydrogen Energy, 2025, v. 150, 150180:1-4.
д.х.н. В.А. Собянин, к.х.н. С.Д. Бадмаев,
к.х.н. В.Д. Беляев, д.х.н. П.В. Снытников
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
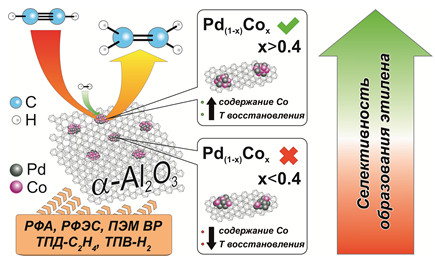
Исследование модифицирующего действия кобальта в Pd-Co/α-Al2O3 катализаторах получения этилена гидрированием ацетилена
Исследовано модифицирующее действие кобальта на палладий в новых биметаллических Pd-Co катализаторах, нанесённых на α-модификацию оксида алюминия, и изучены каталитические свойства Pd-Co/α-Al2O3 образцов в процессе селективного гидрирования ацетилена с получением этилена – важного сырья химической промышленности. Показано, что температура восстановительной обработки катализаторов в водороде и соотношение Pd/Co могут выступать эффективными инструментами для регулирования состава наночастиц твердого раствора Pd(1–x)Cox, образующегося в катализаторах. Повышение температуры восстановления и уменьшение мольного соотношения Pd/Co приводят к постепенному увеличению содержания кобальта в наночастицах Pd(1–x)Cox, что обеспечивает рост селективности по этилену и выхода целевого продукта при незначительном снижении активности. Методами РФА, РФЭС, ПЭМ ВР, ТПД-C2H4 и ТПВ-H2 установлено, что увеличение концентрации кобальта в наночастицах Pd(1-x)Cox подавляет способность активировать водород, усиливает электронное взаимодействие между Pd и Co и обеспечивает быструю десорбцию этилена с поверхности катализатора. Наибольшую селективность проявили образцы с нанесёнными наночастицами Pd(1–x)Cox, в которых x > 0.4. Катализаторы Pd-Co/α-Al2O3 с соотношением Pd:Co = 1:3 и 1:4, восстановленные в H2 при 700°C, обеспечивают высокий и стабильный выход этилена на уровне 68% благодаря присутствию биметаллических наночастиц, обогащенных кобальтом, за счет значительного влияния кобальта на электронные и геометрические свойства палладия. Исследованные Pd-Co/α-Al2O3 катализаторы содержат доступные компоненты и характеризуются простым способом синтеза, что делает их перспективными для промышленного применения.
Результаты работы опубликованы: Yurpalova D.V., Vinokurov Z.S., Prosvirin I.P., Panafidin M.A., Bukhtiyarov A.V., Trenikhin M.V., Gerasimov E.Y., Gulyaeva T.I., Temerev V.L., Kovtunova L.M., Yurpalov V.L. Study on the modifying effect of cobalt in Pd-Co/α-Al2O3 catalysts for ethylene production by acetylene hydro-genation // Chemical Engineering Journal. 2025. Vol. 516. 164020:1-15. DOI: 10.1016/j.cej.2025.164020.
д.х.н. А.В. Лавренов, к.х.н. Д.В. Юрпалова, З.С. Винокуров,
к.х.н. И.П. Просвирин, к.х.н. М.А. Панафидин, д.х.н. А.В. Бухтияров, к.х.н. М.В. Тренихин,
к.ф.-м.н. Е.Ю. Герасимов, Т.И. Гуляева,
к.х.н. В.Л. Темерев, к.х.н. Л.М. Ковтунова, к.х.н. В.Л. Юрпалов
Центр новых химических технологий Института катализа
им. Г.К. Борескова СО РАН (Омский филиал), г. Омск;
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Стабильность работы Mg-содержащего цеолитного катализатора в процессе превращения пропана в низшие олефины
Исследована активность и стабильность работы катализатора, полученного на основе цеолита ZSM-5 с силикатным модулем 100, модифицированного магнием, в процессе превращения пропана в низшие олефины (этилен, пропилен). Показано, что магнийсодержащий цеолитный катализатор сохраняет высокую дегидрирующую способность на протяжении достаточно длительного времени работы и способен выдержать несколько циклов окислительной регенерации без значительного снижения своей каталитической активности (рисунок). Установлено, что после проведения окислительной регенерации катализатора происходит полное удаление кокса с его поверхности и восстановление кислотных свойств цеолита. Полученные катализаторы могут использоваться для производства этилена и пропилена из попутных нефтяных газов и широкой фракции легких углеводородов.
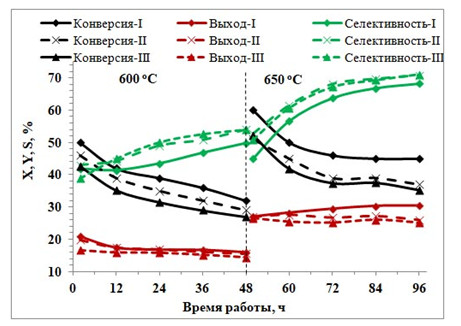
Рисунок. Зависимость конверсии (X) пропана, выхода (Y) и селективности (S) образования олефиновых углеводородов от времени работы Mg-содержащего цеолитного катализатора в трёх межрегенерационных циклах (I, II, III) при температурах 600 и 650°C.
Результаты работы опубликованы: Исследование дезактивации Mg-содержащего цеолитного катализатора в процессе превращения пропана в олефиновые углеводороды / А.А. Восмериков, Я.Е. Барбашин, Л.Н. Восмерикова, Е.Ю. Герасимов, А.В. Восмериков // Кинетика и катализ, 2025, т. 66, № 3, с. 166−176, DOI 10.31857/S0453881125030023, уровень белого списка 1. Conversion of light alkanes С2–С4 into olefin hydrocar-bons over zeolite-containing catalysts / L.N. Vosmerikova, А.А. Vosmerikov, Ya.Е. Barbashin, А.V. Vosmerikov // Chemistry for Sustainable Development, 2025, vol. 33, No. 2, p. 173-179, DOI 10.15372/CSD2025642, Уровень белого списка 2.
д.х.н., проф. А.В. Восмериков, д.х.н. Л.Н. Восмерикова,
к.х.н. А.А. Восмериков, н.с. Я.Е. Барбашин
Институт химии нефти СО РАН, г. Томск
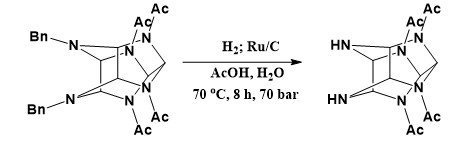
Получение 2,6,8,12-тетраацетил-2,4,6,8,10,12-гексаазаизовюрцитана
Впервые был получен 2,6,8,12-тетраацетил-2,4,6,8,10,12-гексаазаизовюрцитан при использовании 5%-го рутения, нанесенного на углеродный носитель марки «Сибунит». Катализатор изготавливался методом пропитки носителя по влагоемкости с последующим восстановлением боргидридом натрия в воде. Реакция гидрирования проводилась в среде уксусная кислота – вода, этанол, вода. Путем подбора условий проведения процесса (температура, давление, время выдержки реакционной массы, соотношения субстрат-катализатор), получен продукт с выходом 45%:
чл.-корр. РАН С.В. Сысолятин, к.х.н. Д.А. Кулагина, м.н.с. Д.И. Колено
Институт проблем химико-энергетических технологий СО РАН, г. Бийск
Исследование условий синтеза анилина в псевдоожиженном слое катализатора
В ходе разработки промышленной технологии производства метилендифенилдиизоцианата (МДИ) проведены исследования условий получения анилина – промежуточного продукта в синтезе МДИ – каталитическим гидрированием нитробензола в псевдоожиженном слое катализатора.
Исследования процесса на катализаторе Ni/SiO2 при 200-250°C показали, что селективность образования анилина не превышает 96-97%; основными побочными продуктами являются бензол, циклогексан, циклогексиламин, а также аммиак. Качество псевдоожижения при использовании водорода в качестве ожижающего агента недостаточно удовлетворительное, характеризующееся значительными градиентами температуры по высоте слоя катализатора. В противоположность этому использование 10-12% CuO на алюмосиликате, восстановленного до Cu со следующими характеристиками: удельная поверхность 150-180 м2/г; удельный объем пор 0,25 см3/г; средний диаметр пор 20А, обеспечивает селективность образования анилина при температуре 230-270°C на уровне 98-98,5% с практически полной конверсией нитробензола. Основные побочные продукты: азобензол, гидроазобензол, аминодифениламин, суммарная селективность образования которых находится на уровне 0,5-0,6%. В незначительных количествах в продуктах процесса присутствует аммиак. При проведении процесса катализатор осмоляется и должен подвергаться регенерации воздухом с полным восстановлением эксплуатационных характеристик. Оценочно межрегенерационный цикл в промышленных условиях составляет 3-4 месяца.
Проведены расчеты промышленного реактора синтеза анилина в псевдоожиженном слое катализатора мощностью 200 тыс. т в год по целевому продукту. Показано, что наиболее серьезным ограничительным моментом при реализации процесса является теплосъем ввиду значительного теплового эффекта процесса (465 кДж/моль).
Полученные результаты в рамках решения проблемы импортозамещения положены в основу разработки промышленной технологии получения анилина как одной из стадий крупнотоннажного производства метилендифенилдиизоцианата мощностью 250 тыс. т в год.
д.т.н. М.Р. Флид
ООО НИИЦ «Синтез», РТУ МИРЭА, г. Москва
Исследование влияния добавок хлоридов щелочных, щелочноземельных и редкоземельных металлов на эксплуатационные характеристики хлормедных катализаторов в процессе оксихлорирования этилена
В ходе выполнения работ по созданию отечественного катализатора псевдоожиженного слоя для процесса оксихлорирования этилена проведены исследования влияния промотирующих добавок на эксплуатационные свойства каталитических систем на основе хлорида меди(II), нанесенного на оксид алюминия. Содержание меди в катализаторе составляло 5% масс.; в качестве промотирующих добавок использовали KCl, LiCl, MgCl2, LaCl3 в различных соотношениях. Катализаторы имели стандартные физико-механические характеристики: удельная поверхность – 128-141 м2/г, удельный объем пор – 0,37-0,40 см3/г. Показано, что наличие хлорида калия (мольное соотношение K/Cu = 0,3-0,4) в катализаторе способствует увеличению скорости стадии окисления Cu(I) до Cu(II), а также уменьшению величины поверхности активной фазы. Влияние же магния сводится к увеличению скорости реакции восстановления Cu(II). При определенных концентрациях добавок К и Mg (на уровне 0,3-0,4%) система находится в состоянии равновесия. Наличие обеих добавок ведет к снижению выхода побочных продуктов. БОльшая основность К по сравнению с Mg способствует блокировке активных кислотных центров и снижению выхода побочных хлорорганических продуктов. Показано, что сочетание хлоридов калия и магния в качестве промотирующих добавок к хлормедным катализаторам должно, за счет баланса их разнонаправленного действия, приводить к росту селективности образования целевого 1,2-дихлорэтана.
Обнаружен синергетический эффект при дополнительном введении в каталитическую систему CuCl2–KCl–MgCl2/Al2O3 хлорида Li (мольное соотношение Li/Cu = 0,05-0,07). Наличие в катализаторе LiCl ведет к снижению на 20-30% выхода побочных продуктов глубокого окисления – СО и СО2 по сравнению с системами, в которых хлорид лития отсутствует. Это, однако, связано со снижением активности катализатора. Поэтому, для катализаторов такого типа необходимо проводить процесс при повышенных (240-245°C) температурах. В этом случае производительность катализатора может находиться на уровне 0,7-0,8 кг целевого дихлорэтана в расчете на 1 л катализатора в час. Суммарная селективность образования побочных хлорорганических продуктов (1,1,2-трихлорэтан, четыреххлористый углерод, хлороформ, хлораль и некоторые другие) не превышает 1%.
Для системы CuCl2 – LaCl3 / Al2O3 показано, что добавка лантана способствует увеличению дисперсности CuCl2 на поверхности катализатора, а также предотвращению агломерации катализатора в ходе процесса. Это дает возможность проведения процесса при минимальных избытках этилена и кислорода по отношению к HCl.
В целом, использование катализаторов оксихлорирования этилена с промотирующими добавками способствует увеличению удельной производительности за счет повышения температуры процесса и улучшения возможностей теплосъема. Селективность процесса находится при этом на уровне т. н. «низкотемпературных» (220-225°C) катализаторов.
Полученные результаты в рамках решения проблемы импортозамещения положены в основу создания промышленных партий катализатора оксихлорирования этилена, которые с положительным эффектом эксплуатируются в производствах винилхлорида, действующих в Российской Федерации.
Результаты работы опубликованы: Флид М.Р. Проблемы повышения селективности процессов окислительного хлорирования этилена. Сообщение 2. Основные закономерности образования побочных хлорорганических продуктов в процессе окислительного хлорирования этилена. Катализ в промышленности, 2015, 15(5), с. 13-22. Флид М.Р. Окислительное хлорирование углеводородов, Катализ в промышленности, 2024, № 2, с. 15-25.
д.т.н. М.Р. Флид
ООО НИИЦ «Синтез», РТУ МИРЭА, г. Москва
Разработка и промышленное освоение отечественных катализаторов вакуумного дегидрирования н-бутана в бутадиен
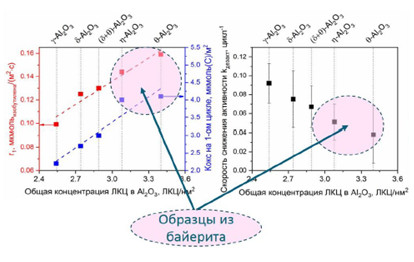
Разработаны научные основы управления физико-химическими и каталитическими свойствами катализаторов вакуумного дегидрирования н-бутана: а) увеличение концентрации льюисовских кислотных центров (ЛКЦ) в алюмооксидном носителе обеспечивает рост активности и стабильности катализаторов, что обусловлено формированием Cr2O3-подобных центров; б) причина необратимой дезактивации катализаторов обусловлена образованием твердого раствора Cr3+ в Al2O3, (α-(Cr, Al)2O3); в) наилучшим носителем для катализаторов является байерит (η-Al2O3), что обусловлено наименьшей подверженностью CrOx/η-Al2O3 процессам спекания и образования твердых растворов α-(Cr Al)2O3.
Разработана технология производства катализаторов вакуумного дегидрирования н-бутана, обеспечивающая технологическое лидерство и независимость России в области производства бутадиена – сырья для синтетического каучука. Создано отечественное промышленное производство сырьевых компонентов – байерита (ОАО "РУСАЛ-Ачинский глиноземный комбинат») и катализаторов вакуумного дегидрирования н-бутана (ООО «НПК «Синтез»). Произведено и введено в промышленную эксплуатацию на ООО «ЗапСибНефтехим» 350 т катализаторов вакуумного дегидрирования н-бутана в бутадиен.
Результаты работы опубликованы: Патент РФ №2828534 Катализатор для дегидрирования парафиновых углеводородов в стационарном слое/ Ватутина Ю.В., Климов О.В., Парахин О.А., Пестов В.В., Чернов М.П./ 2024 г. Патент РФ №2850652 Гранулированный алюмохромовый катализатор дегидрирования парафиновых С3-С5-углеводородов в неподвижном слое/ Ватутина Ю.В., Климов О.В., Парахин О.А., Пестов В.В., Чернов М.П./ 2025 г. Nazimov D.A., Klimov O.V., Danilova I.G., Trukhan S.N., Saiko A.V., Cherepanova S.V., Chesalov Yu.A., Martyanov O.N., Noskov A.S. Effect of alumina polymorph on the dehydrogenation activity of supported chro-mia/alumina catalysts. Journal of Catalysis, 2020, vol. 391, p. 35-47, DOI: 10.1016/j.jcat.2020.08.006.
чл.-корр. РАН А.С. Носков, к.х.н. О.В. Климов,
к.х.н. Д.А. Назимов, к.х.н. Ю.В. Ватутина
Институт катализа им. Г.К. Борескова СО РАН, г. Новосибирск
Оптимизация химического состава и технологии производства нового катализатора дегидрирования парафиновых углеводородов
В АО НИИ «Ярсинтез» в 2025 году продолжены научно-исследовательские работы по оптимизации химического состава и технологии производства нового катализатора дегидрирования парафиновых углеводородов. Проводился подбор и изучение эффективности технологического оборудования для производства данного катализатора. Изучалась стабильность работы нового катализатора в реакции дегидрирования изобутана. Для производства катализатора используются сырьевые компоненты и оборудование, выпускаемые предприятиями в России. Основные результаты исследований докладывались на IX Всероссийской научной конференции (с международным участием) «Актуальные проблемы теории и практики гетерогенных катализаторов и адсорбентов», 1-3 июля 2025 г., Иваново-Плес.
Генеральный директор А.И. Рубец, к.т.н. Д.В. Качалов,
зав. лаб. А.С. Шуткин, вед. инж.-технолог Т.Ю. Бычков,к.т.н. В.Б. Сиднев
ОАО НИИ «Ярсинтез», г. Ярославль