Разработана феноменологическая кинетическая модель процесса окислительной конденсации метана (ОКМ), отражающая основные особенности реакции и наиболее адекватно описывающая экспериментальные данные, полученные при использовании композитного катализатора состава Li-Mn-W-SiO2. Выполнен анализ влияния основных параметров на показатели процесса и определены теоретические оптимальные условия достижения максимальной селективности по этану и этилену. Разработано теоретическое обоснование осуществления процесса в одноступенчатом адиабатическом аппарате, работающем в режиме внешней диффузии. Разработаны научно обоснованные технические решения для создания отечественного производства этилена из природного газа методом ОКМ.
к.т.н. В.А. Махлин, к.т.н. М.В. Магомедова, к.т.н. А.Г. Зыскин,
чл.-корр. РАН А.Г. Дедов, д.х.н. А.С. Локтев, академик РАН И.И. Моисеев
РГУ нефти и газа им. И.М. Губкина, ИНХС РАН им. А.В. Топчиева, Москва
Для промышленных каталитических систем разработаны новые математические модели с учетом основных физико-химических факторов, позволяющих рассчитать оптимальные режимы эксплуатации катализаторов. Принципиально важным является учет в моделях реакционной способности углеводородов нефтяного сырья и изменения активности катализатора, что обеспечивает их прогнозирующую способность.
Основное внимание на данном этапе было уделено процессу производства линейных алкилбензолов.
Кинетические закономерности превращения углеводородов в процессах производства линейных алкилбензолов подтверждают существующие представления о механизмах одновременного протекания каталитических реакций дегидрирования, дегидроциклизации, изомеризации, гидрирования, крекинга, алкилирования и являются теоретической базой для оптимизации катализаторов нефтепереработки и нефтехимии различных марок. Установлено, что изменение химического состава катализаторов дегидрирования, а именно, введение промотирующих добавок в виде Li, Sn, Mg при практически одинаковом содержании Pt способствует повышению стабильности катализатора: скорости реакций образования промежуточных продуктов уплотнения из диолефиновых и ароматических углеводородов снижаются в среднем на 30%.
Методика расчета реакторного оборудования, основанная на учете реакционной способности углеводородов и изменения активности катализатора по высоте и радиусу слоя, позволяет оптимизировать схему подачи сырьевого потока в реакторах процесса каталитического риформинга с непрерывной регенерацией катализатора.
Разработана и внедрена на ООО “КИНЕФ” компьютерная моделирующая система “Izom”, которая позволяет рассчитывать оптимальное соотношение риформата к изомеризату с учетом производственных потребностей. Основу этой системы составляет математическая модель, которая базируется на физико-химических закономерностях превращения углеводородов на Pt-катализаторах и фактических данных по эксплуатации установок изомеризации и риформинга на различных НПЗ России. Разработка защищена 7 свидетельствами.
проф., д.т.н., засл. деятель науки РФ А.В. Кравцов,
проф., д.т.н. Э.Д. Иванчина, доц., к.т.н. Е.Н. Ивашкина,
к.т.н. Е.М. Юрьев, Е.С. Шарова, доц., к.т.н. Н.В. Чеканцев
Национальный исследовательский Томский политехнический университет, Томск
Растительные масла рассматриваются как один из источников возобновляемого сырья для производства моторных топлив и сырья для нефтехимии. Возможным направлением переработки растительных масел является глубокий каталитический крекинг. Особенностью растительных масел как сырья для каталитического крекинга является отсутствие азот- и серосодержащих соединений, что позволяет получать бензин класса Евро-5 без дополнительного гидрооблагораживания и компаундирования с бензиновыми фракциями другого происхождения. Кроме того, в процессе крекинга образуются легкие олефины, которые являются сырьем для процессов нефтехимии.
Для изучения крекинга растительных масел синтезированы бицеолитные катализаторы, содержащие широкопористый цеолит HY и среднепористый цеолит типа НZSM-5 (общее содержание 40 мас. %). Они применены для крекинга различных масел: кокосового, рапсового, горчичного и подсолнечного.
Разработано два направления переработки растительных масел на бицеолитных катализаторах крекинга – топливное и нефтехимическое. Оптимизирован состав катализаторов крекинга для осуществления этих вариантов.
Преобладание кислотных остатков парафинового ряда в триглицеридах растительных масел обеспечивает высокий выход олефинов С2-С4. Наибольший выход олефинов С2-С4 (23,6 мас. %) наблюдается при превращении кокосового масла, характеризующегося высоким содержанием предельных кислот.
Высокий выход бензина связан с тем, что в ходе крекинга триглицериды подвергаются различным реакциям с образованием углеводородов, относящихся преимущественно к бензиновой фракции. При термическом крекинге триглицеридов образуются в основном жирные кислоты и их производные, которые далее подвергаются деоксигенации. В результате образуются углеводороды С15-С17, которые затем подвергаются крекингу на цеолитах, входящих в состав катализаторов.
к.т.н. В.П. Доронин
Институт проблем переработки углеводородов СО РАН, Омск
В ИНХС РАН совместно с ИОНХ РАН разработан процесс превращения триглицеридов жирных кислот (ТГЖК) рапсового масла в алканы с пониженным газообразованием (менее 5% масс). Выход алканов достигает 95% на исходную массу ТГЖК. Варьируя условия процесса, возможно направленно получать алканы с преимущественным выходом бензиновой, керосиновой или дизельной фракции. Важно отметить, что в процессе могут быть использованы отработанные катализаторы риформинга. Разработанные реакции позволят получить высокоочищенные ценные энергоносители топлив на базе возобновляемой биомассы.
д.х.н., проф. М.В. Цодиков, чл.-корр. РАН А.Е. Гехман,
академик И.И. Моисеев
Институт нефтехимического синтеза им. А.В. Топчиева РАН, Москва
В 2011 году в качестве перспективных катализаторов гидрооблагораживания бионефти была предложена новая серия катализаторов гидродеоксигенации на основе никеля. Исследована каталитическая активность в гидродеоксигенации (ГДО) гваякола (2-метоксифенола) высокопроцентных Ni-содержащих катализаторов с различными стабилизирующими компонентами: δ-Al2O3, SiO2, SiO2-ZrO2, CeO2-ZrO2. Ряд катализаторов промотировали добавками меди. Исследовано влияние температуры на распределение продуктов и на глубину протекания целевого процесса ГДО гваякола. Наиболее активные в ГДО гваякола катализаторы были детально исследованы в гидропревращении реальной бионефти, а также методами ТПВ, РФА, РФЭС и ПЭМВР для объяснения их высокой активности.
В соответствии с данными РФА, РФЭС и ПЭМВР было показано, что высокая активность золь-гель катализаторов Ni55,4/SiO2, Ni57,9Cu7,0/SiO2, Ni36,5Cu2,3/ZrO2-SiO2-La2O3 в ГДО гваякола обусловлена высокой удельной поверхностью активного компонента, которая формируется при образовании чешуйчатых оксидно-силикатных структур с толщиной чешуек 1-2 нм. При восстановлении катализаторов в условиях целевой реакции происходит полное восстановление приповерхностных оксидно-силикатных форм никеля, что приводит к частичной агломерации активного компонента. Объемная оксидно-силикатная структура катализатора не восстанавливается, что сохраняет в целом морфологию катализатора. Допирование медью позволяет снизить температуру восстановления оксидных форм никеля, а также способствует снижению коксообразования на никелевой фазе и, следовательно, скорости дезактивации катализаторов.
В результате исследования сформулированы основные требования к Ni-содержащим катализаторам гидродеоксигенации реальной бионефти:
к.х.н. В.А. Яковлев
Институт катализа им. Г.К. Борескова СО РАН, Новосибирск
Впервые продемонстрирована возможность применения ионных жидкостей на основе солей 1,3-диалкилимидазолия в качестве реакционных сред для проведения каталитического гидродефторирования полифторароматических соединений, приводящего к образованию синтетически труднодоступных фторированных органических продуктов с высокой селективностью. Разработан регламент на опытно-промышленное производство 2-ацетонилокси-3,4-дифторнитробензола – ключевого интермедиата в синтезе субстанции левофлоксацина. В результате проведенных исследований наработаны опытные партии 2-ацетонилокси-3,4-дифторнитробензола в количестве 35 кг с содержанием основного вещества 99,9%.
д.х.н. Н.Ю. Адонин, к.х.н. А.М. Бескопыльный, к.х.н. С.А. Приходько
Институт катализа им. Г.К. Борескова СО РАН, Новосибирск
Синтез и исследование наноразмерных и наноструктурированных оксидных материалов и гетерогенных катализаторов на их основе
Оксид алюминия широко используется в качестве носителя, катализатора, адсорбента и других функциональных материалов в различных процессах. В зависимости от назначения к нему предъявляются определенные требования по фазовому составу, кислотно-основным свойствам, текстуре и морфологии. В частности, для получения катализаторов переработки тяжелых нефтяных фракций желательны алюмооксидные носители, имеющие большой объем пор и узкое распределение пор по размерам, а для катализаторов риформинга, дегидратации спиртов – определенную поверхностную кислотность.
На основе предложенного подхода, основанного на модифицировании гидроксида алюминия введением либо сурфактантов (полиэтиленоксид, поливиниловый спирт, цетилтриметиламмоний бромид), либо промоторов (Ti, Zr, Sn, Sr, Ba, La), получен широкий ассортимент мезопористого оксида алюминия в γ-форме, текстурные характеристики которого (удельная поверхность – Sуд, объем пор – Vпор и средний диаметр пор – dпор) могут изменяться в диапазоне Sуд = 340 ÷ 670 м2/г; Vпор = 0.7 ÷ 184; 2.0 см3/г; распределение пор по размерам имеет либо моно-, либо бимодальный характер с dпор = 6 ÷ 14 нм. Установлено, что введение сурфактантов в гидроксид алюминия практически не изменяет характер его термических превращений, но влияет на генезис образующегося углерода. По данным ЭСДО и ЭМ, оксид алюминия, полученный в присутствии поливинилового спирта и прокаленный при 300°С, покрыт полиеновым коксом, а повышение температуры обработки до 550°С приводит к образованию конденсированного кокса, что обеспечивает формирование высокодисперсного оксида. В зависимости от природы и содержания вводимого промотора изменяется и поверхностная кислотность получаемого оксида. Совокупность этих свойств определила выбор соответствующего оксида алюминия при разработке эффективных катализаторов гидроочистки, гидрокрекинга вакуумного газойля, риформинга бензиновых фракций, дегидратации этанола.
д.х.н. А.С. Иванова
Институт катализа им. Г.К. Борескова СО РАН, Новосибирск
В развитие ранее выполненных исследований, направленных на создание высокоэффективных гетерогенных катализаторов для практически важных процессов нефтехимии, разработаны перспективные для практической реализации способы получения мезофазных мезопористых титан (Тi/Si = 1/40-1/45)- и никель (Ni/Si = 1/3-1/4)- силикатов, позволяющие регулировать размеры мезопор в интервале от 2,9 до 60 нм. Способы основаны на использовании смесей олигоэтоксисилоксанов и спиртовых растворов солей титана или никеля и включают следующие стадии: гомогенизация исходных соединений, их гидролиз при 60-100°С и атмосферном давлении, выделение образующейся твердой фазы и ее термообработка при 550-650°С. Показана перспективность использования полученных титаносиликатов в реакции гидроксилирования фенола и алкилфенолов, а никельсиликатов в реакции гидрирования глицеридов жирных кислот.
д.х.н. Б.И. Кутепов
Институт нефтехимии и катализа РАН, Уфа
Разработана технология производства новой версии экструдированного катализатора риформинга ПР-81 применительно к условиям производства ОАО “Ангарский завод катализаторов и органического синтеза” (г. Ангарск, НК “Роснефть”) – ПР-81Ф. Катализатор ПР-81Ф предназначен для систем риформинга со стационарным слоем и периодической регенерацией катализатора для производства ароматических углеводородов и высокооктановых компонентов автобензинов в условиях отсутствия блоков предгидроочистки сырья.
Регламент на производство и Технические условия на катализатор согласованы и утверждены предприятием-производителем. Наработана первая промышленная партия катализатора ПР-81Ф в количестве 30 тонн. Катализатор загружен на установку Л-35-6/300 ОАО “Салаватнефтеоргсинтез” ОАО “Газпром” в июне 2011 г. Мягкий температурный режим процесса обеспечивает высокую стабильность работы катализатора. Скорость подъема температуры для компенсации потери активности катализатора составила 2°С за 6 месяцев работы.
Основное преимущество катализатора ПР-81Ф по сравнению с катализатором риформинга ПР-81 – возможность переработки прямогонных бензиновых фракций с содержанием примесей серы от 1,0 до 3,0 ppm и воды до 50 ppm.
д.х.н. А.С. Белый
Институт проблем переработки углеводородов СО РАН, Омск
Проведены исследования процесса синтеза изопрена из третичного бутилового спирта и метилаля. Изучена каталитическая активность различных типов катализатора в данном процессе. Изучено влияние технологических параметров синтеза на показатели процесса. Разработана технологическая схема процесса получения изопрена из третичного бутилового спирта и метилаля. Разработана технология производства катализатора для данного процесса.
д.т.н., проф. Г.Р. Котельников
ОАО НИИ “Ярсинтез”, Ярославль
Получены образцы катализаторов с высокой механической прочностью и термостойкостью, которые обеспечивали высокие каталитические характеристики: селективность по пропилену более 90% масс. при конверсии пропана 40 – 45% масс. Изучалось влияние способа приготовления катализатора на его каталитические и физико-механические свойства. Отработаны технологические параметры приготовления катализатора, проведены подготовительные работы для промышленного выпуска данного катализатора.
д.т.н., проф. Г.Р. Котельников
ОАО НИИ “Ярсинтез”, Ярославль
На основе изучения размерных эффектов в катализе сульфидами и способов подавления гидрирующей функции активной фазы разработаны научные подходы к синтезу катализаторов селективного гидрообессеривания бензинов каталитического крекинга.
Селективный фактор, измеренный в процессе гидроочистки на модельном сырье н-гексен – тиофен, превышает описанный в литературе.
к.х.н. П.А. Никульшин, Д.И. Ишутенко,
к.х.н. В.В. Коновалов, д.х.н. А.А. Пимерзин
Самарский государственный технический университет, Самара
Продолжены исследования и разработки новых катализаторов глубокой гидроочистки прямогонных и вторичных дизельных фракций.
Разработан состав и способ синтеза CoMo катализаторов на основе высокочистых оксидов алюминия, гетерополисоединений и органических добавок.
В условиях, характерных для отечественных НПЗ, полученные катализаторы позволяют производить дизельное топливо с ультранизким содержанием серы, отвечающим требованиям стандарта Евро-5.
д.х.н. А.А. Пимерзин, к.х.н. П.А. Никульшин, д.х.н. Н.Н. Томина,
к.х.н. В.В. Коновалов, к.х.н. В.С. Цветков, Н.М. Максимов, А.В. Можаев
Самарский государственный технический университет, Самара
Продолжены работы по промышленному внедрению катализатора алкилирования бензола диэтилбензолами в жидкой фазе, представляющего собой кристаллический микро-мезопористый алюмосиликат, гранулы которого состоят из единых сростков цеолита типа FAU в Н+-форме. В 2011 году на оборудовании ООО “Ишимбайский специализированный химический завод катализаторов” проведена отработка технологии и наработано 10 тонн отечественного катализатора трансалкилирования бензола диэтилбензолами в этилбензол. Организация-разработчик: ИНК РАН (г. Уфа). Организации внедрения: ООО “Ишимбайский специализированный химический завод катализаторов”.
д.х.н. Кутепов Б.И.
Институт нефтехимии и катализа РАН, Уфа
В результате завершения в 2011 г. НИОКР в рамках программы “национальная технологическая база” на 2007-2011 гг. в ООО “НИАП-КАТАЛИЗАТОР” разработан катализатор первичного парового риформинга для смесей с повышенным содержанием метана и технология его производства. Катализатор представляет собой промотированный никелевый активный компонент, нанесенный на гранулы носителя шаровидной формы с семью отверстиями. Катализатор предназначен для процесса паровой конверсии природного газа в трубчатых печах первичного риформинга при давлении до 4 МПа, объемной скорости по исходному газу 1500-2100 ч–1, температуре на выходе из трубчатой печи 790 – 800°С и обеспечивает получение конвертированного газа с остаточной объемной долей метана в пределах от 9 до 11%.
Разработанный катализатор Кат-РА обладает повышенной площадью поверхности слоя (452-691 м2/м3) и активностью в условиях смесей с высоким содержанием метана, низким газодинамическим сопротивлением, высокой устойчивостью к зауглероживанию благодаря применению специальных добавок, не снижающих активность.
По соотношению газодинамическое сопротивление – поверхность слоя разработанные катализаторы являются абсолютными лидерами среди отечественных и импортных образцов. Повышенная площадь поверхности слоя позволяет увеличить удельную активность катализатора, а значит, и производительность трубчатой печи при том же объеме загрузки. На практике снижение газодинамического сопротивления даст возможность либо снизить перепад давления по печи риформинга, либо повысить нагрузку агрегата без увеличения перепада давления.
Проведенные промышленные испытания опытно-промышленных партий катализатора показывают, что при сопоставимой нагрузке по природному газу и пониженном соотношении пар/газ разработанный катализатор обеспечивает уникально низкий перепад давлений по печи риформинга и высокую активность (пониженное содержание метана в конвертированном газе) по сравнению с промышленным катализатором НИАП-03-01. Кроме того, применение разработанного катализатора позволило снизить температуру стенки реакционной трубы.
Разработанный катализатор может быть использован во всех крупнотоннажных производствах аммиака и метанола, а также в других производствах, использующих паровую конверсию углеводородов.
А.И. Правдин,
ООО “НИАП-КАТАЛИЗАТОР”, Новомосковск
Разработана технология, позволяющая получать дисперсность никеля на уровне 50 – 70 Å и ниже, и оптимальная рецептура высокоактивного, механически прочного и термостабильного катализатора метанирования НИАП-07-07 (НКМ-7). Катализатор имеет пониженную на 100°С температуру восстановления и может выпускаться в форме колец, таблеток и экструдатов. Катализатор осуществляет эффективную очистку синтез-газа от оксидов углерода при повышенных объемных расходах и обеспечивает устойчивую эксплуатацию восстановленного катализатора в метанаторе при температурах газа на входе 180 - 200°С, а объем загрузки катализатора снижается на 10 – 15% от регламентной величины. При применении катализатора НКМ-7 в форме кольца за счет увеличения порозности слоя гидравлическое сопротивление метанатора снизится в среднем на 0,1 кг/см2. Согласно выполненному расчету экономия по природному газу для одного агрегата составит порядка 250000 м3/год. Катализатор может эксплуатироваться в различных технологических установках в процессе очистки газов от оксидов углерода их гидрированием.
к.т.н. В.Н. Ефремов, проф., д.х.н. Е.З. Голосман
ООО “НИАП-КАТАЛИЗАТОР”, Новомосковск
На сегодняшний день весьма актуально получение полностью фторированных углеводородов, которые оказывают меньшее разрушающее действие на озоновый слой по сравнению с применяющимися хлоруглеводородами. Одним из способов фторирования галогенированных углеводородов является пропускание газообразной смеси их с фтористым водородом через слой катализатора, который должен обеспечивать максимальную активность и селективность указанного процесса.
Выполнен цикл фундаментальных и практических исследований генезиса Cr-Al катализаторов гидрофторирования хлорсодержащих органических соединений в производстве озонобезопасных хладонов. Показано, что формирование высокоактивных катализаторов гидрофторирования определяется как условиями синтеза гидроксидных и оксидных предшественников, так и режимом проведения их фторирования. Впервые установлено, что оптимальными оксидными предшественниками являются высокодисперсные оксиды Сr(III), содержащие сверхстехиометрический кислород CrO(1,5+x) (x = 0.1-0.4) и образующиеся при двухстадийной термической обработке гидроксидных образцов сначала в азоте при 400-500°С, затем в воздухе при 250-350°С. При фторировании оксидных предшественников недопустима полная замена кислорода на фтор, приводящая к образованию грубодисперсных, малоактивных CrF3. Установлен режим фторирования оксидных предшественников, включающий сравнительно низкие температуры (240-300°С) обработки и постепенное увеличение концентрации HF в газовой среде, определяющего оптимальную степень фторирования (15-50%); при этом фтор преимущественно замещает сверхстехиометрический кислород оксидных предшественников с образованием высокодисперсных оксифторидов состава CrO(1,5-z)Fz, (z = 0.2-0.5), обеспечивающих высокую активность в указанной реакции.
На основе полученных данных разработана технология синтеза Cr-Al катализатора (ИК-64-2), существенно превосходящего по активности и селективности промышленные аналоги. Наработана и передана для опытно-промышленных испытаний партия катализатора в количестве 200 кг.
к.х.н. Л.Г. Симонова
Институт катализа им. Г.К. Борескова СО РАН, Новосибирск
Разработаны методы гидролиза полихлорбифенилов (ПХБ) в системе NaOH-ДМСО с катализатором фазового переноса. Предложен катализатор и метод карбоксиэтиленирования ПХБ. Установлены закономерность восстановительного дехлорирования ПХБ на металл-углеродных катализаторах. Показано, что среди нанометаллов, полученных левитационным методом, лучшим катализатором является система Ni-Pd; при использовании нанесенных катализаторов наиболее эффективен 5%Pd на Сибуните.
Предложены новые методы каталитического гидрирования бифенила в фенилциклогексан и дициклогексил.
д.х.н., проф. В.И. Салоутин, д.х.н. Ю.Г. Ятлук
Институт органического синтеза им. И.Я. Постовского УрО РАН, Екатеринбург
Научное сопровождение оптимизации технологии сжигания твердых топлив в кипящем слое катализатора
Работа проведена в сотрудничестве с инжиниринговой фирмой ООО “ТермоСофт-Сибирь” (г. Новосибирск), которая по технологии, разработанной в ИК СО РАН, проектирует и строит пилотные котельные по заказу ОАО “РЖД”. Заложенная в основу разрабатываемого теплофикационного оборудования технология позволяет выделить основное преимущество по сравнению с традиционными котлоагрегатами, работающими на твердом топливе, включая низкосортные угли, которое заключается в сочетании четырех принципов: применение катализаторов полного окисления веществ; сжигание топлив в псевдоожиженном слое частиц катализатора; сжигание смесей топлива и воздуха в соотношении, близком к стехиометрическому; совмещение тепловыделения и теплоотвода в едином псевдоожиженном слое.
Данные особенности сжигания позволяют снизить выбросы вредных веществ в атмосферу, уменьшить металлоемкость и габаритность основного оборудования, повысить КПИ топлива до 93%.
Разрабатываемое теплофикационное оборудование имеет модульных характер общей мощностью до 10 Гкал/ч и предназначено в первую очередь для автономного обеспечения теплоснабжения жилых и производственных зданий небольших населенных пунктов при использовании регионального низкокачественного твердого топлива, в первую очередь каменных и бурых углей и отходов углеобогащения.
В 2011 году была пущена в эксплуатацию третья по счету каталитическая опытная котельная на станции Кулунда Алтайского края общей мощностью 3,0 Гкал/ч на угле. Котельная состоит из трех каталитических теплофикационных модулей (КТМ): два по 1,25 Гкал/час и один мощностью 0,5 Гкал/час.
На данном объекте, в том числе по рекомендациям сотрудников ИК СО РАН, внесены изменения в конструкцию реактора и экономайзера, направленные на повышение экономичности и эффективности сжигания топлива и утилизации тепловой энергии.
к.х.н. А.Д. Симонов,
Институт катализа им. Г.К. Борескова СО РАН, Новосибирск

 21 февраля 2012 г. члену-корреспонденту Российской академии наук, Заслуженному деятелю науки РСФСР, советнику РАН, заместителю
директора Института катализа СО РАН с 1961 по 1995 гг., профессору Роману Алексеевичу Буянову исполнилось 85 лет.
21 февраля 2012 г. члену-корреспонденту Российской академии наук, Заслуженному деятелю науки РСФСР, советнику РАН, заместителю
директора Института катализа СО РАН с 1961 по 1995 гг., профессору Роману Алексеевичу Буянову исполнилось 85 лет.
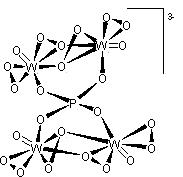 Пероксокомплексы вольфрама в сочетании с четвертичными аммониевыми катионами являются катализаторами окисления органических субстратов пероксидом водорода в двухфазных системах. Известно, что в условиях in situ образуется смесь пероксокомплексов вольфрама. Впервые применен метод EXAFS с целью выяснения локальной структуры пероксокомплексов вольфрама в реакционных растворах. Установлены формы существования и структурные характеристики пероксокомплексов, образующихся в системе H3PW12O40 – H2O2 – H2O. В растворе после выделения комплекса [Bun4N]3{PO4[WO(O2)2]4} остается двухъядерный анион – [W2O3(O2)4(H2O)2]2–. Каталитический комплекс протестирован в реакциях окисления циклических алкенов и спиртов. Использование индивидуального комплекса [Bun4N]3{PO4[WO(O2)2]4} позволяет достичь высоких выходов карбоновых кислот по сравнению с выходами, получаемыми при синтезе катализатора в условиях in situ.
Пероксокомплексы вольфрама в сочетании с четвертичными аммониевыми катионами являются катализаторами окисления органических субстратов пероксидом водорода в двухфазных системах. Известно, что в условиях in situ образуется смесь пероксокомплексов вольфрама. Впервые применен метод EXAFS с целью выяснения локальной структуры пероксокомплексов вольфрама в реакционных растворах. Установлены формы существования и структурные характеристики пероксокомплексов, образующихся в системе H3PW12O40 – H2O2 – H2O. В растворе после выделения комплекса [Bun4N]3{PO4[WO(O2)2]4} остается двухъядерный анион – [W2O3(O2)4(H2O)2]2–. Каталитический комплекс протестирован в реакциях окисления циклических алкенов и спиртов. Использование индивидуального комплекса [Bun4N]3{PO4[WO(O2)2]4} позволяет достичь высоких выходов карбоновых кислот по сравнению с выходами, получаемыми при синтезе катализатора в условиях in situ.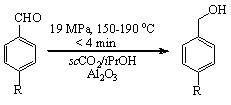 Совместно с Институтом катализа СО РАН разработана система, позволяющая эффективно проводить восстановление разнообразных ароматических и алифатических альдегидов в соответствующие спирты по реакции Меервейна–Пондорфа–Верлея за времена контакта менее 4 мин и при температуре ниже 200°С. Система включает в себя реактор проточного типа, комплексный сверхкритический растворитель изопропанол/CO2 и оксид алюминия в качестве гетерогенного катализатора.
Совместно с Институтом катализа СО РАН разработана система, позволяющая эффективно проводить восстановление разнообразных ароматических и алифатических альдегидов в соответствующие спирты по реакции Меервейна–Пондорфа–Верлея за времена контакта менее 4 мин и при температуре ниже 200°С. Система включает в себя реактор проточного типа, комплексный сверхкритический растворитель изопропанол/CO2 и оксид алюминия в качестве гетерогенного катализатора.